


























Filter by
For Use With
Data Connection
3D Printer Type

Display Type
Electrical Connection
Performance
Manufacturer Model Name
Electrical Connection Type
DFARS Specialty Metals
Export Control Classification Number (ECCN)
Filament 3D Printers
LulzBot
 | 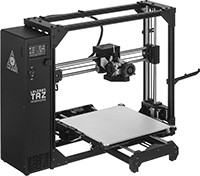 |
Mini 3 | TAZ Workhorse+ |
 |  |
LulzBot Mini 3 Display | LulzBot TAZ Workhorse+ Display |
LulzBot printers are compatible with many different materials, so they’re useful across a wide range of applications. They have a minimum layer height that is twice as thin as MakerBot printers, meaning they print a finer level of detail. LulzBot printers come with open source software, so you can manually adjust temperature and print settings. All have heated printer beds to prevent parts from warping during cooling.
Mini 3—Mini 3 printers are the smallest in our offering but also the fastest; use them to quickly print small pieces.
TAZ Workhorse+—The TAZ Workhorse+ printer beds are reversible—prints adhere well to the PEI glass side, while the borosilicate glass side is especially flat for perfectly level prints. They have the best combination of size and speed in our offering.
Magnetic—Mini 3 printers have a magnetic bed which makes it easy to remove delicate prints without breaking them.
Max. Printing | Printer Bed | Overall | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Lg. | Wd. | Ht. | Min. Layer Ht., mm | Printer Speed, mm/s | Material | Type | Lg. | Wd. | Ht. | Accuracy | Data Connection | Current, amp | Voltage, V AC | Certification | Includes | Each | |||
Mini 3 | |||||||||||||||||||
| 7" | 7" | 7" | 0.05 | 500 | — | Heated, Magnetic | 18" | 13" | 24" | ±0.2 mm | USB-A | 3.2 | 120, 240 | CE Marked, UL Listed, ETL Listed, C-ETL Listed, OSHW Certified, CSA Certified | File Conversion Software, Tool Kit, USB Thumb Drive | 5665N15 | 000000000 | ||
TAZ Workhorse+ | |||||||||||||||||||
| 11" | 11" | 11 1/8" | 0.05 | 300 | Borosilicate Glass | Heated, Magnetic | 32 3/4" | 20" | 20 1/2" | ±0.2 mm | Standard SD Card, USB-A | 3.2 | 120, 240 | CE Marked, UL Listed, ETL Listed, C-ETL Listed, OSHW Certified, CSA Certified | File Conversion Software, Tool Kit, Standard SD Card | 5665N14 | 00000000 | ||
Impact-Resistant ABS 3D Printer Filaments
 |
Black | Blue | Gray |
Green | Orange | Red |
White | Yellow | Beige |
Spool, mm | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Dia., mm | Printing Temp. | For Printer Bed Temp. | Tensile Strength, psi | Surface Resistivity, ohm/sq. | Max. Exposure Temp. | For Min. Nozzle Opening Dia., mm | Dia. | Dp. | Wt., g | Choose a Color | Each | |||
ABS—Extra High Strength, High Strength, Highly Absorbent, Impact Resistant, Moisture Resistant, Spark Resistant, Static Dissipative | ||||||||||||||
| 1.75 | 220° to 240° C 428° to 464° F | 100° to 110° C 212° to 230° F | 8,410 | 1× 10^7 to 1× 10^9 | 97° C 207° F | 0.4 | 200 | 75 | 750 | Black | 3481N13 | 000000 | ||
| 2.85 | 220° to 240° C 428° to 464° F | 100° to 110° C 212° to 230° F | 8,410 | 1× 10^7 to 1× 10^9 | 97° C 207° F | 0.4 | 200 | 75 | 750 | Black | 3481N14 | 00000 | ||
ABS—Extra High Strength, Highly Absorbent, Impact Resistant | ||||||||||||||
| 1.75 | 220° to 240° C 428° to 464° F | 100° to 110° C 212° to 230° F | 6,090 | — | 90° C 194° F | 0.25 | 195 | 75 | 1,000 | Black, Blue, Gray, Green, Orange, Red, White, Yellow, Beige | 1317N537 | 00000 | ||
| 2.85 | 220° to 240° C 428° to 464° F | 100° to 110° C 212° to 230° F | 6,090 | — | 90° C 194° F | 0.25 | 195 | 75 | 1,000 | Black, Gray, White | 1317N538 | 00000 | ||
ABS—UL 94 V-0—Extra High Strength, Flame Retardant, High Strength, Highly Absorbent, Impact Resistant, Moisture Resistant | ||||||||||||||
| 1.75 | 220° to 240° C 428° to 464° F | 100° to 110° C 212° to 230° F | 6,520 | — | 95° C 203° F | 0.4 | 200 | 75 | 750 | Black | 3665N411 | 00000 | ||
| 2.85 | 220° to 240° C 428° to 464° F | 100° to 110° C 212° to 230° F | 6,520 | — | 95° C 203° F | 0.4 | 200 | 75 | 750 | Black | 3665N412 | 00000 | ||
ABS/Polycarbonate—UL 94 V-0—Extra High Strength, Flame Retardant, High Strength, Impact Resistant | ||||||||||||||
| 1.75 | 265° to 285° C 509° to 545° F | 110° to 120° C 230° to 248° F | 8,700 | — | 125° C 257° F | 0.4 | 200 | 75 | 750 | Black | 3665N15 | 00000 | ||
Carbon Fiber-Filled ABS—Extra High Strength, High Strength, Highly Absorbent, Impact Resistant | ||||||||||||||
| 1.75 | 220° to 240° C 428° to 464° F | 100° to 110° C 212° to 230° F | 6,670 | — | 76° C 169° F | 0.4 | 195 | 55 | 750 | Black | 1317N311 | 00000 | ||
| 2.85 | 220° to 240° C 428° to 464° F | 100° to 110° C 212° to 230° F | 6,670 | — | 76° C 169° F | 0.4 | 195 | 55 | 750 | Black | 1317N312 | 00000 | ||
Fiberglass-Filled ABS—Extra High Strength, Impact Resistant | ||||||||||||||
| 1.75 | 230° to 245° C 446° to 473° F | 95° to 110° C 203° to 230° F | 9,862 | — | 89° C 192° C | 0.4 | 198 | 62 | 750 | Black | 1317N415 | 00000 | ||
Structural Support 3D Printer Filaments
 |  |
Print structural support along with your part to prevent the part from losing its shape |
Amber |
White |
When 3D printing a model with overhangs or hollow spaces, use these filaments to prevent the model from losing its shape. They support the structure during the printing and cooling process, then dissolve or snap away once the part is hardened. Use them in dual-extrusion fused filament fabrication (FFF) printers alongside your primary filament. Unlike parts with supports printed from a single filament, there’s no cutting, sanding, or polishing required.
Choose a filament that has similar printing requirements as your primary filament. You will want to choose a support filament that prints at a similar temperature as your primary filament and has the same requirements for a heated build chamber, so they cool at the same rate and won’t warp.
You should also consider how you will remove the structural support filament from your finished part.
Aquasys 120— Aquasys 120 filaments are compatible with the widest variety of filament materials, but they require a heated build chamber.
HIPS—HIPS filaments are commonly used to support ABS and ASA parts and don’t need a heated build chamber.
Water Soluble—Soluble filaments are well suited to print parts with complex or fragile designs as they gently dissolve off your primary part, leaving a smooth finish. Water-soluble filaments dissolve in a heated bath.
Limonene Solvent Soluble—Soluble filaments are well suited to print parts with complex or fragile designs as they gently dissolve off your primary part, leaving a smooth finish. Limonene-solvent-soluble filaments do not require heating, but the solvent will need to be properly disposed of after use.
Spool | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Dia., mm | Printing Temp. | For Printer Bed Temp. | Hardness | Max. Exposure Temp. | Water Temp. to Dissolve | For Min. Nozzle Opening Dia., mm | Dia., mm | Dp., mm | Material | Wt., g | For Use With | Each | |||
Aquasys 120—Water Soluble | |||||||||||||||
Clear Amber | |||||||||||||||
| 1.75 | 220° to 245° C 430° to 470° F | 80° to 120° C 180° to 245° F | Rockwell C30 (Hard) | 80° C 176° F | 80° C 176° F | 0.4 | 200 | 55 | Plastic | 500 | ABS ASA Nylon PETG Polypropylene TPU Plastic | 3664N18 | 0000000 | ||
| 2.85 | 220° to 245° C 430° to 470° F | 80° to 120° C 180° to 245° F | Rockwell C30 (Hard) | 80° C 176° F | 80° C 176° F | 0.4 | 200 | 55 | Plastic | 500 | ABS ASA Nylon PETG Polypropylene TPU Plastic | 3664N19 | 000000 | ||
HIPS—Limonene Solvent Soluble | |||||||||||||||
Opaque White | |||||||||||||||
| 1.75 | 220° to 235° C 428° to 455° F | 100° to 110° C 212° to 230° F | Not Rated | 89° C 192° F | — | 0.4 | 198 | 78 | Plastic | 1,000 | ABS ASA | 3664N36 | 00000 | ||
| 2.85 | 220° to 235° C 428° to 455° F | 100° to 110° C 212° to 230° F | Not Rated | 89° C 192° F | — | 0.4 | 198 | 78 | Plastic | 1,000 | ABS ASA | 3664N37 | 00000 | ||
Plastic Pellets
 |
Use them with injection molders, 3D printers, and other molding equipment.
Impact Resistant—Absorbing impact without cracking or breaking, these plastic pellets are molded into parts that endure bumps, scrapes, and falls.
ABS—ABS pellets are easy to thermoform, have good impact resistance at low temperatures, and have more chemical resistance than those made of HIPS or polycarbonate. They’re also more impact resistant than HIPS pellets. Use them to make storage cases, tote trays, equipment housings, and protective gear.
Container | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
Net Wt., lb. | Type | Molding Temp., ° F | Melting Temp., ° F | Melt Flow Rate | Shrinkage | Color | Food Industry Std. | Each | |||
Impact Resistant | |||||||||||
ABS | |||||||||||
| 5 | Pail | 145 to 185 | 400 to 460 | 35 g per 10 min. | 0.5% to 0.8% | Off-White | FDA Standard | 4387N17 | 0000000 | ||
| 55 | Cardboard Box | 145 to 185 | 400 to 460 | 35 g per 10 min. | 0.5% to 0.8% | Off-White | FDA Standard | 4387N11 | 000000 | ||
Dremel 3D Printer Filaments
 |
Build parts and prototypes from these filaments using Dremel fused filament fabrication (FFF) 3D printers. An RFID tag on the spool communicates with your printer, automatically adjusting it to the correct temperature and print speed for the filament material and notifying you when the filament is running out.
Maximum exposure temperature is the point at which a printed part will begin to deform. Above this temperature, your printed parts will start to lose structural integrity.
Eco-ABS
Black | White |
ECO-ABS is less brittle and more impact resistant than PLA, so these filaments are good for printing parts that are frequently handled, dropped, or heated. They are, however, a little more high maintenance—parts may warp during cooling, so they require a heated printer bed.
Tensile Strength—Tensile strength is the best measure of a filament's overall strength. Similar to the stress applied on a rope during a game of tug-of-war, it's the amount of pulling force a material can handle before breaking. A higher rating means a stronger filament. A tensile strength of 5,000 psi and above is considered good; 12,000 psi and above is excellent.
Spool, mm | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Mfr. Model No. | Dia., mm | Printing Temp. | For Printer Bed Temp. | Tensile Strength, psi | Max. Exposure Temp. | For Min. Nozzle Opening Dia., mm | Dia. | Dp. | Wt., g | Color | Each | ||
| ECO-BLA-01 | 1.75 | 190° to 240° C 374° to 464° F | 60° C 140° F | 8,410 | 63° C 145° F | 0.2 | 181 | 55 | 750 | Black | 3653N23 | 000000 | |
| ECO-WHI-01 | 1.75 | 190° to 240° C 374° to 464° F | 60° C 140° F | 8,410 | 63° C 145° F | 0.2 | 181 | 55 | 750 | White | 3653N24 | 00000 | |
Economy Ultrasonic Cleaners
 |
These cleaners use sound waves moving through the cleaning solution to create a scrubbing action that removes dirt from crevices and between tightly spaced parts.
Inside | Overall | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Cap., qt. | Lg. | Wd. | Ht. | Lg. | Wd. | Ht. | Freq., kHz | Wattage, W | Voltage, V AC | Max. Timer Duration, min. | Features | Includes | Each | |||
Timed Cleaning | ||||||||||||||||
| 1 1/2 | 7" | 5 1/2" | 2" | 8 1/2" | 7" | 5 1/2" | 42 | 60 | 120 | 8 | Timer | Cover, Basket | 32695K38 | 0000000 | ||
 |
Top | Bottom | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
For Cleaner Cap., qt. | Wt. Cap., lb. | Lg. | Wd. | Lg. | Wd. | Ht. | Mesh Opening Dia. | Construction | Color | Each | |||
ABS | |||||||||||||
| 1 1/2 | 3 | 5 3/4" | 4" | 6 1/4" | 5" | 2 1/4" | 1/2" | Perforated | White | 32695K48 | 000000 | ||
Colorants for Plastic Pellets
 |
Black | Blue | Dark Gray |
Gray | Light Blue | White |
Yellow | Green | Dark Red |
Orange |
Color | Max. Temp., ° F | Container Net Wt., lb. | Each | |||
|---|---|---|---|---|---|---|
For ABS, Acetal, Nylon, Polybutylene, Polycarbonate, Polyethylene, Polypropylene, Polystyrene, PVC | ||||||
| Black | 570 | 5 | 5174N32 | 0000000 | ||
| Blue | 570 | 5 | 5174N38 | 000000 | ||
| Dark Gray | 570 | 5 | 5174N39 | 000000 | ||
| Gray | 570 | 5 | 5174N41 | 000000 | ||
| Light Blue | 570 | 5 | 5174N31 | 000000 | ||
| White | 570 | 5 | 5174N33 | 000000 | ||
| Yellow | 570 | 5 | 5174N34 | 000000 | ||
For ABS, Acetal, Polybutylene, Polycarbonate, Polyethylene, Polypropylene, Polystyrene, PVC | ||||||
| Green | 570 | 5 | 5174N37 | 000000 | ||
For ABS, Acetal, Polybutylene, Polyethylene, Polypropylene, Polystyrene, PVC | ||||||
| Dark Red | 570 | 5 | 5174N35 | 000000 | ||
For ABS, Nylon, Polybutylene, Polystyrene, PVC | ||||||
| Orange | 570 | 5 | 5174N42 | 000000 | ||
