














Filter by
Product Family
System of Measurement
OD
Point Diameter
Head Diameter
Overall Length
Length
Material
Shank Type
For Holding
Export Control Classification Number (ECCN)
DFARS Specialty Metals
Total Indicated Runout (TIR) Accuracy
Collet Type
Expanding-End Lathe Mandrels
 |
OD | Overall Lg. | Shank Dia. | End Expansion | Material | Each | ||
|---|---|---|---|---|---|---|---|
| 1/4" | 3" | 1/4" | 0.002" | Steel | 2779A11 | 000000 | |
| 3/8" | 3" | 3/8" | 0.002" | Steel | 2779A12 | 00000 | |
| 1/2" | 3" | 1/2" | 0.002" | Steel | 2779A13 | 00000 | |
| 5/8" | 3" | 5/8" | 0.002" | Steel | 2779A14 | 00000 | |
| 3/4" | 4" | 3/4" | 0.002" | Steel | 2779A21 | 00000 | |
| 7/8" | 4" | 7/8" | 0.002" | Steel | 2779A22 | 00000 | |
| 1" | 4" | 1" | 0.002" | Steel | 2779A23 | 00000 | |
| 1 1/4" | 4" | 1" | 0.002" | Steel | 2779A24 | 00000 | |
| 1 1/2" | 4" | 1" | 0.002" | Steel | 2779A25 | 00000 | |
| 1 3/4" | 4" | 1" | 0.002" | Steel | 2779A26 | 000000 |
Solid Lathe Mandrels
 |
OD | Overall Lg. | Taper per In. | Tapered End Tolerance | Material | Each | ||
|---|---|---|---|---|---|---|---|
| 1/8" | 2 1/2" | 0.0005" | -0.0005", 0" | Steel | 3277A11 | 000000 | |
| 3/16" | 3" | 0.0005" | -0.0005", 0" | Steel | 3277A13 | 00000 | |
| 1/4" | 3 3/4" | 0.0005" | -0.0005", 0" | Steel | 3277A14 | 00000 | |
| 5/16" | 4" | 0.0005" | -0.0005", 0" | Steel | 3277A15 | 00000 | |
| 3/8" | 4 1/4" | 0.0005" | -0.0005", 0" | Steel | 3277A16 | 00000 | |
| 7/16" | 4 1/2" | 0.0005" | -0.0005", 0" | Steel | 3277A17 | 00000 | |
| 1/2" | 5" | 0.0005" | -0.0005", 0" | Steel | 3277A18 | 00000 | |
| 9/16" | 5 1/4" | 0.0005" | -0.0005", 0" | Steel | 3277A19 | 00000 | |
| 5/8" | 5 1/2" | 0.0005" | -0.0005", 0" | Steel | 3277A23 | 00000 | |
| 3/4" | 6" | 0.0005" | -0.0005", 0" | Steel | 3277A25 | 00000 | |
| 7/8" | 6 1/2" | 0.0005" | -0.0005", 0" | Steel | 3277A27 | 00000 | |
| 1" | 7" | 0.0005" | -0.0005", 0" | Steel | 3277A29 | 00000 |
Wide-Diameter Range Lathe Mandrels
OD | Overall Lg. | Sleeve Lg. | Total Indicated Runout (TIR) Accuracy | Material | Each | ||
|---|---|---|---|---|---|---|---|
| 1/2" to 9/16" | 5" | 2 1/2" | 0.001" | Steel | 3276A31 | 000000 | |
| 9/16" to 21/32" | 6" | 2 3/4" | 0.001" | Steel | 3276A32 | 00000 | |
| 21/32" to 3/4" | 7" | 2 3/4" | 0.001" | Steel | 3276A33 | 00000 | |
| 3/4" to 7/8" | 7" | 3 1/4" | 0.001" | Steel | 3276A34 | 00000 | |
| 7/8" to 1" | 7" | 3 1/2" | 0.001" | Steel | 3276A35 | 00000 | |
| 1" to 1 1/4" | 9" | 4" | 0.001" | Steel | 3276A38 | 000000 | |
| 1 1/4" to 1 1/2" | 9" | 4" | 0.001" | Steel | 3276A39 | 000000 | |
| 1 1/2" to 2" | 11 1/2" | 5" | 0.001" | Steel | 3276A42 | 000000 | |
| 2" to 2 3/4" | 14" | 6" | 0.001" | Steel | 3276A43 | 000000 | |
| 2 3/4" to 3 3/4" | 17" | 7" | 0.001" | Steel | 3276A44 | 000000 |
Expanding-End Lathe Mandrel Sets
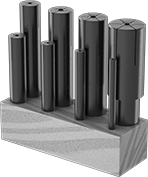 |
An expanding screw widens the end of the mandrel for a tight hold on the inside of a workpiece. These mandrels are machinable to fit the exact ID of your part. Mandrels are also known as arbors.
No. of Pieces | Includes | End Expansion | Material | Each | ||
|---|---|---|---|---|---|---|
| 8 | Five Hex Keys One 1 1/4" OD × 1" Shank Dia × 4" Lg. Expanding-End Mandrel One 1" OD × 1" Shank Dia × 4" Lg. Expanding-End Mandrel One 1/2" OD × 1/2" Shank Dia × 3" Lg. Expanding-End Mandrel One 1/4" OD × 1/4" Shank Dia × 3" Lg. Expanding-End Mandrel One 3/4" OD × 3/4" Shank Dia × 4" Lg. Expanding-End Mandrel One 3/8" OD × 3/8" Shank Dia × 3" Lg. Expanding-End Mandrel One 5/8" OD × 5/8" Shank Dia × 3" Lg. Expanding-End Mandrel One 7/8" OD × 7/8" Shank Dia × 4" Lg. Expanding-End Mandrel Stand | 0.002" | Steel | 2779A19 | 0000000 |
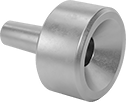
Machine-Your-Own Inside-Grip 5C Lathe Collets
 |
The head on these collets acts like a mandrel to support the inside of a hollow workpiece. An expanding screw widens the head to firmly grip the workpiece. It can be machined to fit the exact ID of your part. All have external threads.
Head Dia. | Head Thk. | Min. Machined Dia. | Total Indicated Runout (TIR) Accuracy | Body Dia. | Overall Lg. | External Thread Size | Material | Each | |||
|---|---|---|---|---|---|---|---|---|---|---|---|
Machine-Your-Own Inside Grip | |||||||||||
| 1/2" | 1" | 0.25" | 0.0005" | 1 1/4" | 4 1/2" | 1.234"-20 | Steel | 3242A11 | 000000 | ||
| 1" | 1" | 0.437" | 0.0005" | 1 1/4" | 4 1/2" | 1.234"-20 | Steel | 3242A14 | 00000 | ||
| 1" | 2" | 0.437" | 0.0005" | 1 1/4" | 5 1/2" | 1.234"-20 | Steel | 3242A15 | 000000 | ||
| 1 1/2" | 1" | 0.75" | 0.0005" | 1 1/4" | 4 1/2" | 1.234"-20 | Steel | 3242A17 | 00000 | ||
| 1 1/2" | 1 1/2" | 0.75" | 0.0005" | 1 1/4" | 5" | 1.234"-20 | Steel | 3242A18 | 000000 | ||
| 2" | 1" | 0.75" | 0.0005" | 1 1/4" | 4 1/2" | 1.234"-20 | Steel | 3242A23 | 000000 | ||
| 2" | 1 1/2" | 0.75" | 0.0005" | 1 1/4" | 5" | 1.234"-20 | Steel | 3242A24 | 000000 | ||
| 2 1/2" | 2 1/2" | 0.75" | 0.0005" | 1 1/4" | 6" | 1.234"-20 | Steel | 3242A32 | 000000 | ||
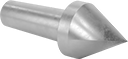
Live Centers
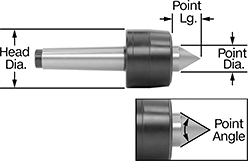 | 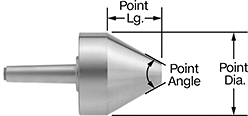 |
Standard Point | Bull-Nose Point |
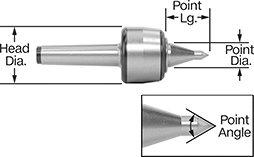 | 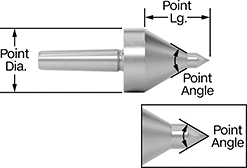 |
Extended Point Precision | Extended-Cone Point |
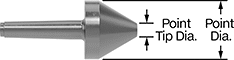
Machine Taper No. | Max. Workpiece Cap., lb. | Max. Rotation Speed, rpm | Total Indicated Runout (TIR) Accuracy | Point Dia. | Head Dia. | Point Lg. | Overall Lg. | Point Angle | Material | Each | |||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Standard Point | |||||||||||||
Lathe Centers | |||||||||||||
| Morse 1 | 220 | 5,000 | 0.0003" | 0.59" | 1 1/2" | 45/64" | 4 1/16" | 60° | Hardened Steel | 3229A31 | 0000000 | ||
| Morse 2 | 460 | 5,000 | 0.0003" | 0.7" | 1 9/16" | 7/8" | 4 47/64" | 60° | Hardened Steel | 3229A32 | 000000 | ||
| Morse 3 | 925 | 4,000 | 0.0003" | 0.98" | 2 13/64" | 1 1/8" | 6 9/64" | 60° | Hardened Steel | 3229A33 | 000000 | ||
| Morse 4 | 1,850 | 3,000 | 0.0003" | 1.1" | 2 33/64" | 1 15/64" | 7 15/64" | 60° | Hardened Steel | 3229A34 | 000000 | ||
| Morse 5 | 4,400 | 2,500 | 0.0003" | 1.61" | 3 11/32" | 1 49/64" | 9 21/64" | 60° | Hardened Steel | 3229A35 | 000000 | ||
| Morse 6 | 7,700 | 2,000 | 0.0004" | 2.48" | 5 1/8" | 2 33/64" | 13 1/8" | 60° | Hardened Steel | 9435N11 | 000000 | ||
| Morse 7 | 20,900 | 1,000 | 0.0004" | 2.95" | 5 29/32" | 2 57/64" | 17 19/32" | 60° | Hardened Steel | 9435N12 | 00000000 | ||
Precision | |||||||||||||
| Morse 2 | 725 | 6,000 | 0.00005" | 0.875" | 1 3/4" | 1 1/64" | 5 19/64" | 60° | Hardened Steel | 3259A17 | 000000 | ||
| Morse 3 | 970 | 5,000 | 0.00005" | 1" | 2 11/32" | 1 15/64" | 6 13/32" | 60° | Hardened Steel | 3259A12 | 000000 | ||
| Morse 4 | 1,720 | 4,500 | 0.00005" | 1.25" | 2 11/16" | 1 31/64" | 7 57/64" | 60° | Hardened Steel | 3259A28 | 00000000 | ||
| Morse 5 | 3,260 | 3,500 | 0.00005" | 1.5" | 3 29/64" | 1 27/32" | 10 13/64" | 60° | Hardened Steel | 3259A29 | 00000000 | ||
| Morse 6 | 4,080 | 3,500 | 0.00005" | 2" | 4" | 2 5/16" | 13 13/64" | 60° | Hardened Steel | 9435N21 | 00000000 | ||
Bull-Nose Point | |||||||||||||
Lathe Centers | |||||||||||||
| Morse 2 | 2,000 | 2,500 | 0.00015" | 4" | — | 3 29/32" | 6 27/32" | 60° | Hardened Steel | 3265A21 | 000000 | ||
| Morse 3 | 3,800 | 2,500 | 0.00015" | 4" | — | 3 29/32" | 7 15/32" | 60° | Hardened Steel | 3265A22 | 000000 | ||
| Morse 4 | 1,760 | 3,000 | 0.0001" | 4.921" | — | 2 1/4" | 7 9/32" | 80° | Hardened Steel | 9435N27 | 000000 | ||
| Morse 4 | 4,800 | 2,500 | 0.00015" | 4" | — | 3 29/32" | 8 11/32" | 60° | Hardened Steel | 3265A23 | 000000 | ||
| Morse 5 | 3,520 | 2,000 | 0.0001" | 5.906" | — | 2 3/4" | 8 29/32" | 80° | Hardened Steel | 9435N28 | 00000000 | ||
| Morse 5 | 4,800 | 2,500 | 0.00015" | 4" | — | 3 29/32" | 9 15/32" | 60° | Hardened Steel | 3265A24 | 000000 | ||
High Speed | |||||||||||||
| Morse 3 | 2,700 | 7,000 | 0.0001" | 3.5" | — | 2 5/32" | 6 31/32" | 60° | Hardened Steel | 9435N13 | 00000000 | ||
| Morse 4 | 4,000 | 6,000 | 0.0001" | 4.5" | — | 3 1/64" | 9 7/16" | 60° | Hardened Steel | 9435N14 | 00000000 | ||
| Morse 5 | 4,000 | 6,000 | 0.0001" | 4.5" | — | 3 1/64" | 10 37/64" | 60° | Hardened Steel | 9435N15 | 00000000 | ||
Extended Point | |||||||||||||
Precision | |||||||||||||
| Morse 2 | 375 | 6,000 | 0.00005" | 0.88" | 1 3/4" | 1 11/32" | 5 5/8" | 60° | Hardened Steel | 3305A31 | 000000 | ||
| Morse 3 | 740 | 5,000 | 0.00005" | 1" | 2 21/64" | 1 55/64" | 7 3/64" | 60° | Hardened Steel | 3305A32 | 000000 | ||
| Morse 4 | 1,120 | 4,500 | 0.00005" | 1.25" | 2 11/16" | 2 3/16" | 8 19/32" | 60° | Hardened Steel | 3305A33 | 00000000 | ||
| Morse 5 | 1,930 | 3,500 | 0.00005" | 1.5" | 3 29/64" | 2 37/64" | 10 61/64" | 60° | Hardened Steel | 3305A34 | 00000000 | ||
| Morse 6 | 2,420 | 3,500 | 0.00005" | 2" | 4" | 3" | 13 29/32" | 60° | Hardened Steel | 9435N26 | 00000000 | ||
Extended-Cone Point | |||||||||||||
Multipurpose | |||||||||||||
| Morse 2 | 330 | 5,000 | 0.0001" | 2.25" | — | 2 17/64" | 5 3/4" | 60° | Hardened Steel | 9435N16 | 000000 | ||
| Morse 3 | 685 | 4,000 | 0.0001" | 2.63" | — | 2 21/32" | 6 15/16" | 60° | Hardened Steel | 9435N17 | 000000 | ||
| Morse 4 | 1,160 | 3,500 | 0.0001" | 3.5" | — | 3 31/64" | 8 11/16" | 60° | Hardened Steel | 9435N18 | 000000 | ||
| Morse 5 | 1,160 | 3,500 | 0.0001" | 3.5" | — | 3 31/64" | 9 51/64" | 60° | Hardened Steel | 9435N19 | 000000 | ||
Interchangeable Point Lathe Centers
Center Points
 |
Standard Point |
 |
Bull-Nose Point |
 |
Cup Point |
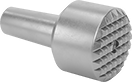 |
Flat-Knurled Point |
 |
Half Point |
 |
Extended-Tip Point Precision |
Standard Point—Standard points provide tool clearance for CNC applications, making it easier to machine complex shapes and features.
Bull-Nose Point— Bull-nose points have a wide head for holding hollow workpieces with large diameters. They’re often used with pipes and tubes.
Cup Point—Cup points are designed to grip the outer diameter of a workpiece—instead of a tip, they have a cup-shaped recess. They’re also known as female points.
Flat-Knurled Point—Flat knurled points sit flush against workpieces for a tight grip. Their knurls create friction that keeps your workpiece from slipping.
Half Point—Half points are cut away on one side to hold shafts with keyways, flats, or irregular shapes. They’re used only in dead centers.
Extended-Tip Point—Extended-tip points are shaped to provide more tool clearance than standard points without adding much length. They’re also used for machining complex shapes and features.
Live—Live centers sit in the tailstock to support the end of a workpiece. They spin with the workpiece to reduce friction between the tip and the material. For smooth rotation, these centers turn on lubricated bearings. The bearings are sealed to protect against chips and liquid, which extends the life of the tool.
Precision—Precision live centers wobble less than standard live centers for three to five times greater accuracy as they spin.
Dead—Use dead centers in your headstock to support a workpiece when machining between centers. When friction isn’t a concern, you can also use them in the tailstock to support the end of a workpiece. Dead centers don’t spin freely, so they provide a fixed point that stabilizes your workpiece. They can handle heavier loads than live centers. However, under high pressure, they can become lodged in the tailstock. To remove them without damaging your equipment, tighten a hex nut (sold separately) onto the threaded end. Use a wrench to turn the nut against the tailstock and push the center out.
Carbide-Tipped Steel—Carbide-tipped points are more wear resistant than hardened steel points. They're a good choice for high-volume operations and for holding hard or highly abrasive materials.
For Machine Taper No. | Point Dia. | Point Tip Dia. | Point Lg. | Point Angle | Material | Each | |||
|---|---|---|---|---|---|---|---|---|---|
Standard Point | |||||||||
Dead | |||||||||
| Morse 3 | 1" | 1/2" | 1 3/8" | — | Carbide-Tipped Steel | 9448N53 | 0000000 | ||
| Morse 4 | 1" | 1/2" | 1 3/8" | — | Carbide-Tipped Steel | 9448N58 | 000000 | ||
| Morse 5 | 1.25" | 5/8" | 1 11/16" | — | Carbide-Tipped Steel | 9448N64 | 000000 | ||
Live | |||||||||
| Morse 2 | 0.59" | — | 3/4" | — | Steel | 9448N11 | 00000 | ||
| Morse 3 | 0.79" | — | 63/64" | — | Steel | 9448N18 | 00000 | ||
| Morse 4 | 0.98" | — | 1 3/16" | — | Steel | 9448N26 | 00000 | ||
| Morse 5 | 1.26" | — | 1 15/32" | — | Steel | 9448N34 | 00000 | ||
| Morse 6 | 1.42" | — | 1 47/64" | — | Steel | 9448N42 | 00000 | ||
Precision Live and Dead | |||||||||
| Morse 2, Morse 3 | 1" | — | 1 11/64" | — | Steel | 9448N49 | 000000 | ||
| Morse 4 | 1.13" | — | 1 19/64" | — | Steel | 9448N55 | 000000 | ||
| Morse 5 | 1.5" | — | 1 21/32" | — | Steel | 9448N61 | 000000 | ||
Bull-Nose Point | |||||||||
Live | |||||||||
| Morse 2 | 0.59" | 3/64" | 19/32" | 60° | Steel | 9448N16 | 00000 | ||
| Morse 2 | 0.87" | 1/8" | 19/32" | 90° | Steel | 9448N12 | 00000 | ||
| Morse 2 | 1.46" | 23/32" | 19/32" | 90° | Steel | 9448N13 | 00000 | ||
| Morse 3 | 0.79" | 3/64" | 7/8" | 60° | Steel | 9448N24 | 00000 | ||
| Morse 3 | 1.42" | 15/64" | 7/8" | 90° | Steel | 9448N19 | 00000 | ||
| Morse 3 | 2.48" | 1 19/64" | 7/8" | 90° | Steel | 9448N21 | 00000 | ||
| Morse 4 | 0.98" | 3/32" | 63/64" | 60° | Steel | 9448N32 | 00000 | ||
| Morse 4 | 1.77" | 25/64" | 63/64" | 90° | Steel | 9448N27 | 00000 | ||
| Morse 4 | 2.76" | 1 3/8" | 63/64" | 90° | Steel | 9448N28 | 00000 | ||
| Morse 5 | 1.26" | 3/32" | 1 3/16" | 60° | Steel | 9448N39 | 00000 | ||
| Morse 5 | 2.2" | 35/64" | 1 3/16" | 90° | Steel | 9448N35 | 00000 | ||
| Morse 5 | 3.15" | 1 1/2" | 1 3/16" | 90° | Steel | 9448N36 | 00000 | ||
| Morse 6 | 1.42" | 5/32" | 1 27/64" | 60° | Steel | 9448N47 | 00000 | ||
| Morse 6 | 2.76" | 23/32" | 1 27/64" | 90° | Steel | 9448N43 | 000000 | ||
| Morse 6 | 3.94" | 1 31/32" | 1 27/64" | 90° | Steel | 9448N44 | 000000 | ||
Precision Live and Dead | |||||||||
| Morse 2, Morse 3 | 1.75" | 7/8" | 1 11/64" | 60° | Steel | 9448N52 | 000000 | ||
| Morse 4 | 2.25" | 1" | 1 35/64" | 60° | Steel | 9448N59 | 000000 | ||
| Morse 5 | 2.75" | 1 1/2" | 1 37/64" | 60° | Steel | 9448N65 | 000000 | ||
Cup Point | |||||||||
Live | |||||||||
| Morse 2 | 0.87" | 23/32" | 19/32" | — | Steel | 9448N14 | 00000 | ||
| Morse 2 | 1.18" | 63/64" | 9/16" | — | Steel | 9448N15 | 00000 | ||
| Morse 3 | 1.42" | 1 7/64" | 7/8" | — | Steel | 9448N22 | 00000 | ||
| Morse 3 | 1.77" | 1 1/2" | 7/8" | — | Steel | 9448N23 | 00000 | ||
| Morse 4 | 1.77" | 1 15/32" | 63/64" | — | Steel | 9448N29 | 00000 | ||
| Morse 4 | 2.48" | 2 3/32" | 63/64" | — | Steel | 9448N31 | 00000 | ||
| Morse 5 | 2.2" | 1 47/64" | 1 3/16" | — | Steel | 9448N37 | 00000 | ||
| Morse 5 | 2.76" | 2 23/64" | 1 3/16" | — | Steel | 9448N38 | 00000 | ||
| Morse 6 | 2.76" | 2 9/32" | 1 27/64" | — | Steel | 9448N45 | 00000 | ||
| Morse 6 | 3.94" | 2 15/32" | 1 27/64" | — | Steel | 9448N46 | 000000 | ||
Precision Live | |||||||||
| Morse 2, Morse 3 | 1.13" | 7/8" | 1 5/64" | — | Steel | 9448N5 | 000000 | ||
| Morse 4 | 1.38" | 1 1/8" | 1 7/32" | — | Steel | 9448N56 | 000000 | ||
| Morse 5 | 1.5" | 1 1/4" | 1 7/32" | — | Steel | 9448N62 | 000000 | ||
Flat-Knurled Point | |||||||||
Live | |||||||||
| Morse 2 | 0.71" | — | 19/32" | — | Steel | 9448N17 | 00000 | ||
| Morse 3 | 0.98" | — | 7/8" | — | Steel | 9448N25 | 00000 | ||
| Morse 4 | 1.26" | — | 63/64" | — | Steel | 9448N33 | 00000 | ||
| Morse 5 | 1.77" | — | 1 3/16" | — | Steel | 9448N41 | 00000 | ||
| Morse 6 | 2.2" | — | 1 27/64" | — | Steel | 9448N48 | 00000 | ||
Half Point | |||||||||
Dead | |||||||||
| Morse 3 | 1" | 1/4" | 2" | — | Steel | 9448N54 | 000000 | ||
| Morse 4 | 1.13" | 1/4" | 2 35/64" | — | Steel | 9448N6 | 000000 | ||
| Morse 5 | 1.5" | 3/8" | 3 1/16" | — | Steel | 9448N66 | 000000 | ||
Extended-Tip Point | |||||||||
Precision Live and Dead | |||||||||
| Morse 2, Morse 3 | 0.75" | 3/8" | 1 19/64" | — | Steel | 9448N51 | 000000 | ||
| Morse 4 | 0.8" | 1/2" | 1 51/64" | — | Steel | 9448N57 | 000000 | ||
| Morse 5 | 1.2" | 1/2" | 2 1/8" | — | Steel | 9448N63 | 000000 | ||
Center Bodies
 |  |  |
Dead | Live | Precision Live |
Lathe Centers | Extractors | Hex Nuts | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Machine Taper No. | Max. Workpiece Cap., lb. | Max. Rotation Speed, rpm | Total Indicated Runout (TIR) Accuracy | Head Dia. | Overall Lg. | Material | Includes | Each | Each | Pkg. Qty. | Pkg. | |||||
Dead | ||||||||||||||||
| Morse 3 | — | — | 0.00025" | 3/4" | 4 3/8" | Steel | — | 9445N18 | 0000000 | 9452N26 | 000000 | 25 | 90494A237 | 000000 | ||
| Morse 4 | — | — | 0.00025" | 1" | 5 1/2" | Steel | — | 9445N21 | 000000 | 9452N26 | 00000 | 10 | 90494A239 | 00000 | ||
| Morse 5 | — | — | 0.00025" | 1 1/4" | 6 13/16" | Steel | — | 9445N23 | 000000 | 9452N27 | 00000 | 1 | 90496A061 | 0000 | ||
Live | ||||||||||||||||
| Morse 2 | 220 | 5,000 | 0.0008" | 1 37/64" | 4 3/64" | Steel | — | 9445N11 | 000000 | 9452N16 | 00000 | — | ——— | 0 | ||
| Morse 3 | 440 | 4,000 | 0.0008" | 2 13/64" | 5 7/32" | Steel | — | 9445N12 | 000000 | 9452N17 | 00000 | — | ——— | 0 | ||
| Morse 4 | 880 | 3,000 | 0.0008" | 2 33/64" | 6 7/32" | Steel | — | 9445N13 | 000000 | 9452N18 | 00000 | — | ——— | 0 | ||
| Morse 5 | 1,770 | 2,500 | 0.0012" | 3 23/64" | 7 13/16" | Steel | — | 9445N14 | 000000 | 9452N19 | 00000 | — | ——— | 0 | ||
| Morse 6 | 3,550 | 2,000 | 0.0012" | 5 1/8" | 10 27/32" | Steel | — | 9445N15 | 000000 | 9452N21 | 00000 | — | ——— | 0 | ||
Precision Live | ||||||||||||||||
| Morse 2 | 100 | 5,000 | 0.00025" | 2 1/8" | 4 15/16" | Steel | 1" dia. Hardened Steel Standard Point | 9445N16 | 000000 | 9452N26 | 00000 | — | ——— | 0 | ||
| Morse 3 | 350 | 5,000 | 0.00025" | 2 1/8" | 5 9/16" | Steel | 1" dia. Hardened Steel Standard Point | 9445N17 | 000000 | 9452N26 | 00000 | — | ——— | 0 | ||
| Morse 4 | 550 | 5,000 | 0.00025" | 3 5/64" | 7 13/64" | Steel | 1.13" dia. Hardened Steel Standard Point | 9445N19 | 00000000 | 9452N26 | 00000 | — | ——— | 0 | ||
| Morse 5 | 1,400 | 5,000 | 0.00025" | 3 5/64" | 8 21/64" | Steel | 1.5" dia. Hardened Steel Standard Point | 9445N22 | 00000000 | 9452N27 | 00000 | — | ——— | 0 | ||
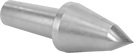
Dead Centers
Standard Point |
 |
Bull-Nose Point |
Insert these in your headstock to support your workpiece when machining between centers. Unlike live centers, dead centers don’t spin freely, so they give you a fixed point to stabilize your material. You can also use them in the tailstock to support the end of the workpiece when friction isn’t a concern. Made of through-hardened 52100 alloy steel—a material originally developed for bearings—these centers have exceptional hardness, strength, and wear resistance. That means you'll have to replace them less often than centers made of low-quality steel. You can also apply high-pressure grease on the point to reduce friction and wear.
Bull-Nose Point—Bull-nose centers are ideal for hollow workpieces such as pipe and tubing.
Carbide-Tipped Steel—Carbide-tipped hardened steel dead centers have better wear resistance than hardened steel dead centers. They’re ideal for high-volume work and holding highly abrasive and hard materials.
Steel | Carbide-Tipped Steel | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
Machine Taper No. | Point Dia. | Point Tip Dia. | Point Lg. | Overall Lg. | Total Indicated Runout (TIR) Accuracy | Each | Each | ||||
Standard Point | |||||||||||
| Morse 1 | 0.475" | — | 1 3/16" | 3 5/16" | 0.00005" | 3266A2 | 0000000 | 31755A31 | 0000000 | ||
| Morse 2 | 0.7" | — | 1 5/8" | 4 3/16" | 0.00005" | 9450N11 | 000000 | 9450N12 | 000000 | ||
| Morse 3 | 0.938" | — | 2 1/16" | 5 1/4" | 0.00005" | 9450N13 | 000000 | 9450N14 | 000000 | ||
| Morse 4 | 1.231" | — | 2 11/16" | 6 3/4" | 0.00005" | 9450N15 | 000000 | 9450N16 | 000000 | ||
| Morse 5 | 1.748" | — | 3 5/16" | 8 1/2" | 0.00005" | 9450N17 | 000000 | 9450N18 | 000000 | ||
| Morse 6 | 2.494" | — | 4 1/4" | 11 1/2" | 0.00005" | 9450N19 | 000000 | 9450N22 | 000000 | ||
| Morse 7 | 3.27" | — | 5" | 15" | 0.00005" | 9450N21 | 000000 | 9450N23 | 00000000 | ||
Bull-Nose Point | |||||||||||
| Morse 2 | 2.13" | 1/2" | 2 13/32" | 5" | 0.00005" | 9450N24 | 000000 | ——— | 0 | ||
| Morse 3 | 2.75" | 1" | 2 33/64" | 5 3/4" | 0.00005" | 9450N25 | 000000 | 9450N26 | 00000000 | ||
| Morse 4 | 2.75" | 1" | 2 33/64" | 6 9/16" | 0.00005" | 9450N27 | 000000 | 9450N28 | 00000000 | ||
| Morse 5 | 3.5" | 1" | 3 11/64" | 8 3/8" | 0.00005" | 9450N29 | 000000 | ——— | 0 | ||
Interchangeable Point Lathe Center Sets
Dead Lathe Center
 |
Carbide-tipped points are more wear resistant than hardened steel points. They're a good choice for high-volume operations and for holding hard or highly abrasive materials.
Use dead centers in your headstock to support a workpiece when machining between centers. When friction isn’t a concern, you can also use them in the tailstock to support the end of a workpiece. Dead centers don’t spin freely, so they provide a fixed point that stabilizes your workpiece. They can handle heavier loads than live centers. However, under high pressure, they can become lodged in the tailstock. To remove them without damaging your equipment, tighten a hex nut (sold separately) onto the threaded end. Use a wrench to turn the nut against the tailstock and push the center out.
Extended-tip points are shaped to provide more tool clearance than standard points without adding much length. They’re also used for machining complex shapes and features.
Half points are cut away on one side to hold shafts with keyways, flats, or irregular shapes. They’re used only in dead centers.
Total Indicated Runout (TIR) Accuracy—TIR (total indicated runout) is a measure of rotational smoothness. The lower the value, the less wobble a rotating tool will have and the more accurate it will be.
Machine Taper No. | Total Indicated Runout (TIR) Accuracy | Head Dia. | Thread Size | Shank Lg. | Overall Lg. | Material | No. of Pieces | Includes | Each | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Morse 3 | 0.00025" | 3/4" | 7/8"-14 | 3 3/16" | 4 3/8" | Steel | 7 | 0.75" dia. Hardened Steel Extended-Tip Point, 1" dia. Carbide-Tipped Hardened Steel Standard Point, 1" dia. Hardened Steel Half Point, 1" dia. Hardened Steel Standard Point, 1.75" dia. Hardened Steel Bull-Nose Point, Dead Center Body, Point Extractor | 9438N11 | 000000000 | |
| Morse 4 | 0.00025" | 1" | 1 1/8"-12 | 4 1/16" | 5 1/2" | Steel | 7 | 0.8" dia. Hardened Steel Extended-Tip Point, 1" dia. Carbide-Tipped Hardened Steel Standard Point, 1.13" dia. Hardened Steel Half Point, 1.13" dia. Hardened Steel Standard Point, 2.25" dia. Hardened Steel Bull-Nose Point, Dead Center Body, Point Extractor | 9438N12 | 00000000 | |
| Morse 5 | 0.00025" | 1 1/4" | 1 5/8"-12 | 5 3/16" | 6 13/16" | Steel | 7 | 1.2" dia. Hardened Steel Extended-Tip Point, 1.25" dia. Carbide-Tipped Hardened Steel Standard Point, 1.5" dia. Hardened Steel Half Point, 1.5" dia. Hardened Steel Standard Point, 2.75" dia Hardened Steel Bull-Nose Point, Dead Center Body, Point Extractor | 9438N13 | 00000000 |
Live Lathe Center
 |
Flat knurled points sit flush against workpieces for a tight grip. Their knurls create friction that keeps your workpiece from slipping.
Live centers sit in the tailstock to support the end of a workpiece. They spin with the workpiece to reduce friction between the tip and the material. For smooth rotation, these centers turn on lubricated bearings. The bearings are sealed to protect against chips and liquid, which extends the life of the tool.
Total Indicated Runout (TIR) Accuracy—TIR (total indicated runout) is a measure of rotational smoothness. The lower the value, the less wobble a rotating tool will have and the more accurate it will be.
Machine Taper No. | Max. Workpiece Cap., lb. | Max. Rotation Speed, rpm | Total Indicated Runout (TIR) Accuracy | Head Dia. | Shank Lg. | Overall Lg. | Material | No. of Pieces | Includes | Each | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Morse 2 | 220 | 5,000 | 0.0008" | 1 37/64" | 2 33/64" | 4 3/64" | Steel | 9 | 0.59" dia. Hardened Steel Bull-Nose Point, 0.59" dia. Hardened Steel Standard Point, 0.71" dia. Hardened Steel Flat-Knurled Point, 0.87" dia. Hardened Steel Bull-Nose Point, 0.87" dia. Hardened Steel Cup Point, 1.18" dia. Hardened Steel Cup Point, 1.46" dia. Hardened Steel Bull-Nose Point, Live Center Body, Point Extractor | 9452N11 | 0000000 | |
| Morse 3 | 440 | 4,000 | 0.0008" | 2 13/64" | 3 3/16" | 5 7/32" | Steel | 9 | 0.79" dia. Hardened Steel Bull-Nose Point, 0.79" dia. Hardened Steel Standard Point, 0.98" dia. Hardened Steel Flat-Knurled Point, 1.42" dia. Hardened Steel Bull-Nose Point, 1.42" dia. Hardened Steel Cup Point, 1.77" dia. Hardened Steel Cup Point, 2.48" dia. Hardened Steel Bull-Nose Point, Live Center Body, Point Extractor | 9452N12 | 000000 | |
| Morse 4 | 880 | 3,000 | 0.0008" | 2 33/64" | 4 1/32" | 6 7/32" | Steel | 8 | 0.98" dia. Hardened Steel Standard Point, 1.26" dia. Hardened Steel Flat-Knurled Point, 1.77" dia. Hardened Steel Bull-Nose Point, 1.77" dia. Hardened Steel Cup Point, 2.48" dia. Hardened Steel Cup Point, 2.76" dia. Hardened Steel Bull-Nose Point, Live Center Body, Point Extractor | 9452N13 | 000000 | |
| Morse 5 | 1,770 | 2,500 | 0.0012" | 3 23/64" | 5 3/32" | 7 13/16" | Steel | 8 | 1.26" dia. Hardened Steel Bull-Nose Point, 1.26" dia. Hardened Steel Standard Point, 1.77" dia. Hardened Steel Flat-Knurled Point, 2.2" dia. Hardened Steel Bull-Nose Point, 2.2" dia. Hardened Steel Cup Point, 3.15" dia. Hardened Steel Bull-Nose Point, Live Center Body, Point Extractor | 9452N14 | 000000 | |
| Morse 6 | 3,550 | 2,000 | 0.0012" | 5 1/8" | 7 9/64" | 10 27/32" | Steel | 9 | 1.42" dia. Hardened Steel Bull-Nose Point, 1.42" dia. Hardened Steel Standard Point, 2.2" dia. Hardened Steel Flat-Knurled Point, 2.76" dia. Hardened Steel Bull-Nose Point, 2.76" dia. Hardened Steel Cup Point, 3.94" dia. Hardened Steel Bull-Nose Point, 3.94" dia. Hardened Steel Cup Point, Live Center Body, Point Extractor | 9452N15 | 00000000 |
Precision, Live Lathe Center
 |
Cup points are designed to grip the outer diameter of a workpiece—instead of a tip, they have a cup-shaped recess. They’re also known as female points.
Precision live centers wobble less than standard live centers for three to five times greater accuracy as they spin.
Extended-tip points are shaped to provide more tool clearance than standard points without adding much length. They’re also used for machining complex shapes and features.
Live centers sit in the tailstock to support the end of a workpiece. They spin with the workpiece to reduce friction between the tip and the material. For smooth rotation, these centers turn on lubricated bearings. The bearings are sealed to protect against chips and liquid, which extends the life of the tool.
Total Indicated Runout (TIR) Accuracy—TIR (total indicated runout) is a measure of rotational smoothness. The lower the value, the less wobble a rotating tool will have and the more accurate it will be.
Machine Taper No. | Max. Workpiece Cap., lb. | Max. Rotation Speed, rpm | Total Indicated Runout (TIR) Accuracy | Head Dia. | Shank Lg. | Overall Lg. | Material | No. of Pieces | Includes | Each | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Morse 2 | 100 | 5,000 | 0.00025" | 2 1/8" | 2 9/16" | 4 15/16" | Steel | 6 | 0.75" dia. Hardened Steel Extended-Tip Point, 1" dia. Hardened Steel Standard Point, 1.13" dia. Hardened Steel Cup Point, 1.75" dia. Hardened Steel Bull-Nose Point, Live Center Body, Point Extractor | 9452N22 | 000000000 | |
| Morse 3 | 350 | 5,000 | 0.00025" | 2 1/8" | 3 3/16" | 5 9/16" | Steel | 6 | 0.75" dia. Hardened Steel Extended-Tip Point, 1" dia. Hardened Steel Standard Point, 1.13" dia. Hardened Steel Cup Point, 1.75" dia. Hardened Steel Bull-Nose Point, Live Center Body, Point Extractor | 9452N23 | 00000000 | |
| Morse 4 | 550 | 5,500 | 0.00025" | 3 5/64" | 4 1/16" | 7 13/64" | Steel | 6 | 0.8" dia. Hardened Steel Extended-Tip Point, 1.13" dia. Hardened Steel Standard Point, 1.38" dia. Hardened Steel Cup Point, 2.25" dia. Hardened Steel Bull-Nose Point, Live Center Body, Point Extractor | 9452N24 | 00000000 | |
| Morse 5 | 1,400 | 5,500 | 0.00025" | 3 5/64" | 5 3/16" | 8 21/64" | Steel | 6 | 1.2" dia. Hardened Steel Extended-Tip Point, 1.5" dia. Hardened Steel Cup Point, 1.5" dia. Hardened Steel Standard Point, 2.75" dia Hardened Steel Bull-Nose Point, Live Center Body, Point Extractor | 9452N25 | 00000000 |
