


























Threaded Taper Pins
Threads on these pins stick out for easy removal from blind holes. Tighten the hex nut to draw the pin out. Often used for positioning components and securing assemblies, they taper at a uniform rate to fit in tapered holes. For a snug fit, use a tapered drill bit that matches the pin number for inch sizes or the small end diameter for metric sizes. They have slightly rounded edges to aid insertion.
Breaking strength is measured as single shear, which is the force required to break the pin into two pieces.
Steel pins have good strength. Pins that meet ASME B18.8.2 specifications conform to ASME standards for material and dimensions.
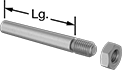
Length for inch pins measures the unthreaded length of the pin.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
| Lg. | Small End Dia. | Rate of Taper | Thread Lg. | Thread Size | Min. Hardness | Breaking Strength, lbs./sq. in. | Specifications Met | Pkg. Qty. | Pkg. | |
Pin Number 11—0.858" Large End Dia. | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 4" | 0.775" | 1/4" per 12" | 1 1/8" | 3/4"-16 | Not Rated | Not Rated | ASME B18.8.2 | 1 | 000000000 | 000000 |
| 5" | 0.754" | 1/4" per 12" | 1 1/8" | 3/4"-16 | Not Rated | Not Rated | ASME B18.8.2 | 1 | 000000000 | 00000 |
| 6" | 0.733" | 1/4" per 12" | 1 1/8" | 3/4"-16 | Not Rated | Not Rated | ASME B18.8.2 | 1 | 000000000 | 00000 |
| 8" | 0.691" | 1/4" per 12" | 1 1/8" | 3/4"-16 | Not Rated | Not Rated | ASME B18.8.2 | 1 | 000000000 | 000000 |
| 10" | 0.65" | 1/4" per 12" | 1 1/8" | 3/4"-16 | Not Rated | Not Rated | ASME B18.8.2 | 1 | 000000000 | 00000 |
Threaded Locating Pins
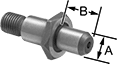
Screw the shank into a threaded hole for quick installation and removal. Mate these pins with holes in workpieces for precise alignment.
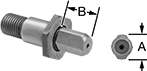
Diamond-head pins make less contact with the inside of a hole than round-head pins to reduce sticking and jamming.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
Head | Thread | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Dia. (A) | Ht. (B) | Size | Lg. | Shoulder Ht. | O'all Ht. | Head Dia. Tolerance | Hardness | Each | |
Round Head | |||||||||
Steel | |||||||||
| 3/4" | 1" | 3/4"-16 | 23/32" | 1/4" | 2 31/32" | -0.0015" to -0.001" | Rockwell C60-C64 | 0000000 | 000000 |
| 1" | 1" | 3/4"-16 | 23/32" | 1/4" | 2 31/32" | -0.0015" to -0.001" | Rockwell C60-C64 | 0000000 | 00000 |
Diamond Head | |||||||||
Steel | |||||||||
| 3/4" | 1" | 3/4"-16 | 23/32" | 1/4" | 2 31/32" | -0.0015" to -0.001" | Rockwell C60-C64 | 0000000 | 00000 |
| 1" | 1" | 3/4"-16 | 23/32" | 1/4" | 2 31/32" | -0.0015" to -0.001" | Rockwell C60-C64 | 0000000 | 00000 |