


























System of Measurement System of Measurement |
|---|
|
Mill Diameter Mill Diameter | Show |
|---|
|
Mill Diameter Mill Diameter | Hide |
|---|



For Use On For Use On |
|---|
|
|



Material Material |
|---|
|
Finish Finish |
|---|
|
Individual/Set Individual/Set |
|---|
| Individual | |
End Mill Type End Mill Type |
|---|
|
Shank Type Shank Type |
|---|
| Round | |
Number of Milling Ends Number of Milling Ends |
|---|
| 1 | |
REACH (Registration, Evaluation, Authorization and Restriction of Chemicals) REACH (Registration,Evaluation, Authorization and Restriction of Chemicals) |
|---|
|
RoHS (Restriction of Hazardous Substances) RoHS (Restriction ofHazardous Substances) |
|---|
|
DFARS (Defense Acquisition Regulations Supplement) DFARS (Defense AcquisitionRegulations Supplement) |
|---|
Flute Spacing Flute Spacing |
|---|
|
Taper Angle per Side Taper Angle per Side |
|---|
|
Taper End Style Taper End Style |
|---|
|
For Maximum Hardness For Maximum Hardness |
|---|
|
Carbide Square End Mills
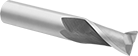
For longer tool life and a better finish in general purpose milling applications, these solid carbide end mills are harder, stronger, and more wear resistant than high-speed steel and cobalt steel end mills. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking. They have a square end for milling square slots, pockets, and edges.
End mills with fewer flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts; end mills with more flutes provide a finer finish and operate with less vibration when run at high speeds.
Use uncoated end mills for general purpose milling and short production runs. Use coated end mills for demanding, high-speed jobs in hard material as well as for longer production runs. They’re more wear resistant than uncoated end mills. Titanium-nitride (TiN) coated end mills create less friction than uncoated end mills, which means they last longer when run at similar speeds. Titanium-carbonitride (TiCN) coated end mills have a hard, smooth finish that resists chipping and wear and prevents material from accumulating on the cutting edge. They’re especially good for use in aluminum. Titanium-aluminum-nitride (TiAlN) coated end mills and aluminum-titanium-nitride (AlTiN) coated end mills dissipate heat better than other end mills, especially at high speeds. At high temperatures, the coating creates a layer of aluminum oxide that transfers heat to the chips, keeping the tool cool, even when used without lubrication.
Center-cutting end mills allow plunge cuts into a surface.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
| Mill Dia. | Shank Dia. | Lg. of Cut | O'all Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Uncoated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
2 Flute | |||||||||
| 1mm | 3mm | 3mm | 38mm | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 0000000 | 000000 |
3 Flute | |||||||||
| 1mm | 3mm | 3mm | 38mm | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 0000000 | 00000 |
4 Flute | |||||||||
| 1mm | 3mm | 3mm | 38mm | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 00000 |
| Mill Dia. | Shank Dia. | Lg. of Cut | O'all Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Titanium Nitride (TiN) Coated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
2 Flute | |||||||||
| 1mm | 3mm | 3mm | 38mm | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 000000 |
3 Flute | |||||||||
| 1mm | 3mm | 3mm | 38mm | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 00000 |
4 Flute | |||||||||
| 1mm | 3mm | 3mm | 38mm | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 00000 |
| Mill Dia. | Shank Dia. | Lg. of Cut | O'all Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Titanium Carbonitride (TiCN) Coated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
2 Flute | |||||||||
| 1mm | 3mm | 3mm | 38mm | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Iron, Plastic, Stainless Steel, Steel | Center Cutting | 00000000 | 000000 |
3 Flute | |||||||||
| 1mm | 3mm | 3mm | 38mm | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Iron, Plastic, Stainless Steel, Steel | Center Cutting | 00000000 | 00000 |
4 Flute | |||||||||
| 1mm | 3mm | 3mm | 38mm | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Iron, Plastic, Stainless Steel, Steel | Center Cutting | 00000000 | 00000 |
| Mill Dia. | Shank Dia. | Lg. of Cut | O'all Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Titanium Aluminum Nitride (TiAlN) Coated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
2 Flute | |||||||||
| 1mm | 3mm | 3mm | 38mm | Equal | 30° | Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 000000 |
3 Flute | |||||||||
| 1mm | 3mm | 3mm | 38mm | Equal | 30° | Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 00000 |
4 Flute | |||||||||
| 1mm | 3mm | 3mm | 38mm | Equal | 30° | Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 00000 |
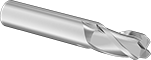
Carbide Square End Mills for Carbon Fiber, Fiberglass, and Graphite
These end mills have a diamond or diamondlike coating for machining abrasive material, such as carbon fiber, fiberglass, and graphite. Made of solid carbide, they are harder, stronger, and more wear resistant than high-speed steel and cobalt steel for the longest life and best finish. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking. They have a square end for milling square slots, pockets, and edges. All are center cutting, allowing plunge cuts into a surface.
End mills with fewer flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts; end mills with more flutes provide a finer finish and operate with less vibration when run at high speeds.
Diamondlike-carbon (DLC) coated end mills are an economical option for short runs and intermittent use.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
| Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Diamondlike Carbon (DLC) Coated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
4 Flute | |||||||||
| 1mm | 3mm | 5mm | 38mm | Equal | 33° | Carbon Fiber, Fiberglass, Graphite | Center Cutting | 00000000 | 000000 |
Carbide Ball End Mills
 Ball Cut Style | 2 Flute |
4 Flute |
For longer tool life and a better finish in general purpose milling applications, these solid carbide end mills are harder, stronger, and more wear resistant than high-speed steel and cobalt steel end mills. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking. They have a ball end for milling rounded slots, slopes, and contours. All are center cutting, allowing plunge cuts into a surface.
End mills with fewer flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts; end mills with more flutes provide a finer finish and operate with less vibration when run at high speeds.
Use uncoated end mills for general purpose milling and short production runs.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
| Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Uncoated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
2 Flute | |||||||||
| 1mm | 3mm | 3mm | 38mm | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 000000 |
| Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Uncoated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
4 Flute | |||||||||
| 1mm | 3mm | 3mm | 38mm | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 000000 |
Carbide Ball End Mills for Tool Steel, Hardened Steel, and Iron
Flutes have a low helix angle to provide the cutting forces required for difficult-to-machine material, such as hardened steel and iron. Made of solid carbide, these end mills are harder, stronger, and more wear resistant than high-speed steel and cobalt steel for the longest life and best finish. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking. A titanium-aluminum-nitride (TiAlN) coating allows them to dissipate heat better than other end mills, especially at high speeds. At high temperatures, the coating creates a layer of aluminum oxide that transfers heat to the chips, keeping the tool cool, even when used without lubrication. End mills have a ball end for milling rounded slots, slopes, and contours. All are center cutting, allowing plunge cuts into a surface.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
For Max. Hardness Rockwell C52 | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Titanium Aluminum Nitride (TiAlN) Coated | |||||||||
2 Flute | |||||||||
| 1mm | 6mm | 1mm | 64mm | Equal | 15° | Tool Steel, Hardened Steel, Iron | Center Cutting | 0000000 | 000000 |
High-Precision Cubic Boron Nitride Ball End Mills for Tool Steel and Hardened Steel
Make finishing cuts in tool steel and hardened steel with these cubic boron nitride (CBN) end mills. Harder than carbide end mills, they’re better for making small, precise cuts and last more than five times as long. And while they’re not as hard as diamond end mills, they dissipate heat much better. These end mills have a 0° helix angle for increased rigidity, helping to prevent chipping and ensuring more precise cuts. Deep chip pockets remove small chips for greater precision and to prevent surface roughening.
Because they’re brittle, these end mills require a highly rigid setup such as a CNC machine to prevent them from breaking. It’s also recommended that they’re used with oil coolant.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
Neck | For Max. Hardness Rockwell C70 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Mill Diameter, mm | Shank Diameter, mm | Diameter, mm | Length, mm | Length of Cut, mm | Overall Length, mm | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Uncoated | |||||||||||
2 Flute | |||||||||||
| 1 | 4 | 0.95 | 1.8 | 0.7 | 50 | Equal | 0° | Hardened Steel, Tool Steel | Center Cutting | 0000000 | 0000000 |
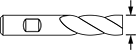
High-Speed Steel Tapered Square End Mills
Use these end mills for general purpose work in most material, such as aluminum, brass, bronze, iron, and steel. Also known as taper degree end mills, they're often used to machine angled slots in dies and molds. All are center cutting, allowing plunge cuts into a surface.
End mills with three flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
| Taper Angle per Side | Mill Dia. | Max. Taper Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | For Use On | End Mill Type | Each | |
Uncoated | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
3 Flute | ||||||||||
| 5° | 1mm | 3.1mm | 10mm | 12mm | 70mm | Equal | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Center Cutting | 00000000 | 000000 |
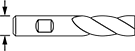
Carbide Tapered Square End Mills
Made of solid carbide, these end mills are harder, stronger, and more wear resistant than high-speed steel for the longest life and best finish on hard material. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking. Also known as taper degree end mills, they're often used to machine angled slots in dies and molds. All are center cutting, allowing plunge cuts into a surface.
End mills with three flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
| Taper Angle per Side | Mill Dia. | Max. Taper Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | For Use On | End Mill Type | Each | |
Uncoated | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
3 Flute | ||||||||||
| 5° | 1mm | 3.1mm | 6mm | 12mm | 64mm | Equal | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 000000 |