















Filter by
Container Type
For Joining
Cleanup Method
Container Size
Specifications Met
RoHS
Soldering Flux Activation
DFARS Specialty Metals
Military Specification
No-Clean Soldering Flux for Electronics
 | ||
Pen | Syringe | Jar |
This flux leaves minimal residue so there's no cleanup. It cleans and prepares electrical assemblies and printed circuit boards for soldering. Product regulations restrict sales to the listed jurisdictions/areas.
Pastes—Paste flux is easier to apply than liquid flux for precise applications.
Container | Tip | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
For Joining | Size, fl. oz. | Net Wt. | Type | Shape | Dia. | Form | Cleanup Method | Specs. Met | Features | Cannot Be Sold To | Each | ||
| Nickel, Copper, Brass, Bronze | 0.3 | — | Syringe | — | — | Paste | No Clean | IPC J-STD-004 | Luer Lock Connection | — | 7206N11 | 000000 | |
| Nickel, Copper, Brass, Bronze | — | 3 1/2 oz. | Jar | — | — | Paste | No Clean | IPC J-STD-004 | — | — | 7206N12 | 00000 | |
| Nickel, Copper, Brass, Bronze | — | 1 lb. | Jar | — | — | Paste | No Clean | IPC J-STD-004 | — | — | 7206N13 | 000000 | |
| Copper, Brass, Bronze | 0.3 | — | Pen | Chisel | 0.2" | Liquid | No Clean | IPC J-STD-004 | — | Outside United States and Canada | 7893A21 | 0000 | |
Soldering Flux for Plumbing
 |  |
Bottle | Jar |
Use this flux for plumbing applications. The residue easily washes away with just water. Do not use it on magnesium or electronics.
Pastes—Paste flux is easy to apply for precision applications. It meets NSF/ANSI 61 safety standards for drinking water.
Container | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
For Joining | Size | Type | Form | Cleanup Method | Environment | Mil. Spec. | Food Industry Std. | Each | ||
| Steel, Copper, Brass, Zinc Alloy | 2 fl. oz. | Jar | Paste | Water | Food and Beverage | MIL-F-4995 Type II | NSF/ANSI 61 | 7765A16 | 00000 | |
| Steel, Copper, Brass, Zinc Alloy | 4 fl. oz. | Jar | Paste | Water | Food and Beverage | MIL-F-4995 Type II | NSF/ANSI 61 | 7765A14 | 0000 | |
| Steel, Nickel, Copper, Brass, Zinc Alloy | 16 fl. oz. | Bottle | Liquid | Water | — | — | — | 7765A21 | 00000 | |
| Steel, Copper, Brass, Zinc Alloy | 16 fl. oz. | Jar | Paste | Water | Food and Beverage | MIL-F-4995 Type II | NSF/ANSI 61 | 7765A15 | 00000 | |
| Steel, Nickel, Copper, Brass, Zinc Alloy | 32 fl. oz. | Bottle | Liquid | Water | — | — | — | 7765A22 | 00000 | |
| Steel, Nickel, Copper, Brass, Zinc Alloy | 1 gal. | Bottle | Liquid | Water | — | — | — | 7765A23 | 00000 | |
Easy-Clean Soldering Flux for Electronics
 |  |  | |
Pen | Syringe | Bottle | Jar |
Container | Tip | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
For Joining | Size | Net Wt. | Type | Shape | Dia. | Form | Cleanup Method | Specs. Met | Each | ||
| Nickel, Copper, Brass | 0.3 fl. oz. | — | Pen | Chisel | 0.157" | Liquid | Water | IPC J-STD-004 | 7755A5 | 000000 | |
| Nickel, Copper, Brass | 0.3 fl. oz. | — | Syringe | Needle | 0.031" | Paste | Water | IPC J-STD-004 | 7755A6 | 00000 | |
| Nickel, Copper, Brass | 2 fl. oz. | — | Bottle | — | — | Liquid | Water | IPC J-STD-004 | 7755A4 | 0000 | |
| Nickel, Copper, Brass | 4 fl. oz. | — | Bottle | — | — | Liquid | Water | IPC J-STD-004 | 7755A7 | 00000 | |
| Nickel, Copper, Brass | 16 fl. oz. | — | Bottle | — | — | Liquid | Water | IPC J-STD-004 | 7755A1 | 00000 | |
| Nickel, Copper, Brass | 32 fl. oz. | — | Bottle | — | — | Liquid | Water | IPC J-STD-004 | 7755A2 | 00000 | |
| Nickel, Copper, Brass | 1 gal. | — | Bottle | — | — | Liquid | Water | IPC J-STD-004 | 7755A3 | 00000 | |
| Nickel, Copper, Brass | — | 8 oz. | Jar | — | — | Paste | Water | IPC J-STD-004 | 7755A11 | 00000 | |
| Nickel, Copper, Brass | — | 1 lb. | Jar | — | — | Paste | Water | IPC J-STD-004 | 7755A12 | 00000 | |
| Copper, Brass, Bronze | 0.3 fl. oz. | — | Pen | Chisel | 0.2" | Liquid | Water | IPC J-STD-004 | 7893A23 | 0000 | |
Brazing Flux
 |  |
Container | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Max. Temp., ° F | Net Wt. | Type | Color | Form | Cleanup Method | Specs. Met | Each | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
For Joining Brass, Bronze, Copper, Stainless Steel, Steel | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1,600 | 6 oz. | Applicator-Top Can | White | Paste | Water | AWS A5.31 Type FB3A, Fed. Spec. O-F-499 Type B, SAE AMS3410 | 7693A101 | 00000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1,600 | 8 oz. | Jar | White | Paste | Water | AWS A5.31 Type FB3A, Fed. Spec. O-F-499 Type B, SAE AMS3410 | 7693A1 | 0000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1,600 | 1 lb. | Jar | White | Paste | Water | AWS A5.31 Type FB3A, Fed. Spec. O-F-499 Type B, SAE AMS3410 | 7693A2 | 00000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Soldering Flux for Stainless Steel
 |  |  |
Syringe | Bottle | Jar |
Container | Tip | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
For Joining | Size, fl. oz. | Net Wt. | Type | Shape | Dia. | Form | Cleanup Method | Specs. Met | Each | ||
| Stainless Steel | 0.3 | — | Syringe | Needle | 0.055" | Paste | Water | Fed. Spec. A-A-51145 Type I Form A | 7695A21 | 000000 | |
| Stainless Steel | 16 | — | Bottle | — | — | Liquid | Water | Fed. Spec. A-A-51145 Type II Form B | 7695A5 | 00000 | |
| Stainless Steel | 32 | — | Bottle | — | — | Liquid | Water | Fed. Spec. A-A-51145 Type II Form B | 7695A6 | 00000 | |
| Stainless Steel | — | 8 oz. | Jar | — | — | Paste | Water | Fed. Spec. A-A-51145 Type I Form A | 7695A22 | 00000 | |
| Stainless Steel | — | 1 lb. | Jar | — | — | Paste | Water | Fed. Spec. A-A-51145 Type I Form A | 7695A23 | 00000 | |
Mildly-Activated Rosin Soldering Flux for Electronics
 | |  | |
Pen | Syringe | Bottle | Jar |
Container | Tip | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
For Joining | Size | Net Wt. | Type | Shape | Dia. | Form | Cleanup Method | Specs. Met | Each | ||
| Nickel, Copper, Brass, Bronze, Zinc Alloy | 1 gal. | — | Bottle | — | — | Liquid | Flux Remover | IPC J-STD-004 | 7798A16 | 000000 | |
| Nickel, Copper, Brass | 10 ml | — | Syringe | Needle | 0.055" | Paste | Flux Remover | IPC J-STD-004 | 7799A101 | 00000 | |
| Nickel, Copper, Brass | — | 8 oz. | Jar | — | — | Paste | Flux Remover | IPC J-STD-004 | 7799A102 | 00000 | |
| Nickel, Copper, Brass | — | 1 lb. | Jar | — | — | Paste | Flux Remover | IPC J-STD-004 | 7799A103 | 00000 | |
| Copper | 1/5 fl. oz. | — | Pen | Needle | 0.013" | Liquid | Flux Remover | IPC J-STD-004 | 7799A11 | 00000 | |
Brazing Flux for Nickel and Carbide
 | |
Use this flux with silver and copper-based brazing alloys to clean and prepare surfaces. It is boron modified and residue washes off with hot water. Do not use it with titanium.
2,200° F Maximum Temperature—Flux with a 2200° F max. temperature lasts longer during brazing thanks to its low boron content, so it’s great for use on large carbide parts. It works particularly well with RBCuZn brazing alloys.
Container | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Max. Temp., ° F | Net Wt. | Type | Color | Form | Cleanup Method | Specs. Met | Each | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
For Joining Nickel, Carbide | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1,700 | 6 oz. | Applicator-Top Can | Black | Paste | Water | AWS A5.31 Type FB3C, Fed. Spec. O-F-499 Type B, SAE AMS3411 | 7645A11 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1,700 | 8 oz. | Jar | Black | Paste | Water | AWS A5.31 Type FB3C, Fed. Spec. O-F-499 Type B, SAE AMS3411 | 7645A41 | 00000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1,700 | 1 lb. | Jar | Black | Paste | Water | AWS A5.31 Type FB3C, Fed. Spec. O-F-499 Type B, SAE AMS3411 | 7645A51 | 00000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2,200 | 8 oz. | Jar | Brown | Paste | Water | AWS A5.31 Type FB3D, SAE AMS3417 | 7645A12 | 00000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2,200 | 1 lb. | Jar | Brown | Paste | Water | AWS A5.31 Type FB3D, SAE AMS3417 | 7645A13 | 00000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Flux Removers
Aerosol Can | Pen |
For applications such as printed circuit boards, switches, and heat sinks, these removers get rid of any residue left behind by no-clean flux.
Pen—Pens are best for spot cleaning and precise removal.
For Removing—Lead-free and rosin flux removers are designed to remove the flux residue but not impact the remaining solder. It's common to use this remover when soldering with lead-free and tin/lead solders.
Cannot Be Sold To—Flux removers cannot be sold to the listed jurisdictions/areas due to import and product regulations.
Container | Tip | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
For Removing | Size, fl. oz. | Net Wt., oz. | Type | Shape | Dia. | Form | Cannot Be Sold To | Each | ||
| Easy-Clean Flux, No-Clean Flux | — | 12 | Aerosol Can | — | — | Aerosol | Outside United States, Canada, and Mexico | 7655A31 | 000000 | |
| Easy-Clean Flux, No-Clean Flux | 0.3 | — | Pen | Chisel | 0.2" | Liquid | Outside United States | 7655A21 | 00000 | |
| Lead-Free Flux, Rosin Flux | — | 12 | Aerosol Can | — | — | Aerosol | Outside United States | 7655A12 | 00000 | |
| Lead-Free Flux, Rosin Flux | 0.3 | — | Pen | Chisel | 0.2" | Liquid | Outside United States | 7655A25 | 00000 | |
Nokorode Soldering Flux
 |
Protect the solder joint from corrosion with this flux paste. The residue easily washes away with water. Since this flux meets NSF/ANSI 61, it's safe to use with drinking water. Do not use it on magnesium or electronics. It’s a paste, so it’s easy to apply for precision applications.
Container | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
For Joining | Net Wt. | Type | Form | Cleanup Method | Environment | Specs. Met | Mil. Spec. | Food Industry Std. | Each | ||
| Nickel, Copper, Zinc Alloy | 1.7 oz. | Jar | Paste | Water | Food and Beverage | Fed. Spec. A-A-51145 Type I Form A | MIL-S-6872 | NSF/ANSI 61 | 7698A1 | 00000 | |
| Nickel, Copper, Zinc Alloy | 4 oz. | Jar | Paste | Water | — | Fed. Spec. A-A-51145 Type I Form A | MIL-S-6872 | NSF/ANSI 61 | 7698A11 | 0000 | |
| Nickel, Copper, Zinc Alloy | 8 oz. | Jar | Paste | Water | — | Fed. Spec. A-A-51145 Type I Form A | MIL-S-6872 | NSF/ANSI 61 | 7698A12 | 00000 | |
| Nickel, Copper, Zinc Alloy | 1 lb. | Jar | Paste | Water | Food and Beverage | Fed. Spec. A-A-51145 Type I Form A | MIL-S-6872 | NSF/ANSI 61 | 7698A2 | 00000 | |
Lead-Free No-Clean Soldering Flux for Electronics
This flux leaves minimal residue so there's no cleanup. It cleans and prepares electrical assemblies and printed circuit boards for soldering.
Container | Tip | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
For Joining | Size, fl. oz. | Type | Shape | Dia. | Form | Cleanup Method | Specs. Met | Each | ||
| Copper, Brass, Bronze | 0.3 | Pen | Chisel | 0.2" | Liquid | No Clean | IPC J-STD-004 | 7893A24 | 000000 | |
Fluoride-Free Brazing Flux
Soldering Flux for Aluminum
|
Container | ||||||||
|---|---|---|---|---|---|---|---|---|
For Joining | Size, fl. oz. | Type | Form | Cleanup Method | Mil. Spec. | Each | ||
| Aluminum | 4 | Jar | Paste | Water | DOD-STD-1866 | 7696A3 | 000000 | |
Babbitt Paste for Casting Metals
 |
Material Composition | ||||||
|---|---|---|---|---|---|---|
Lead | Tin | Zinc Chloride | Approx. Wt., lb. | Each | ||
| 40% | 40% | 10% | 1 | 9006K42 | 0000000 | |
Fast-Flushing Soldering Flux for Plumbing
|
This flux is the fastest to remove from plumbing pipelines. Its residue easily washes away with water. Since it meets NSF/ANSI 61, it’s safe to use in drinking water systems. Do not use it on magnesium or electronics. It’s a paste, so it’s easy to apply in precise applications.
Container | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
For Joining | Net Wt. | Type | Form | Cleanup Method | Environment | Specs. Met | Food Industry Std. | Each | ||
| Copper | 2 oz. | Jar | Paste | Water | Food and Beverage | ASTM B813 | NSF/ANSI 61 | 7765A17 | 000000 | |
| Copper | 4 oz. | Jar | Paste | Water | Food and Beverage | ASTM B813 | NSF/ANSI 61 | 77005A71 | 00000 | |
| Copper | 8 oz. | Jar | Paste | Water | Food and Beverage | ASTM B813 | NSF/ANSI 61 | 7765A18 | 00000 | |
| Copper | 1 lb. | Jar | Paste | Water | Food and Beverage | ASTM B813 | NSF/ANSI 61 | 7765A19 | 00000 | |
No-Clean Soldering Flux for Low-Melting-Point Solders
 |
Prepare workpieces for low-temperature lead-free soldering. This flux leaves minimal residue, so there’s no cleanup required. It doesn’t need to be used quickly; it can sit for hours without degrading.
Rubyfluid Soldering Flux
 |  |
Bottle | Jar |
Fully-Activated Rosin Soldering Flux for High-Temperature Electronics
|
With the strongest cleaning power, this flux is fully activated to clean and prepare electrical assemblies and printed circuit boards for high-temperature soldering applications. However, it requires flux remover to clean residue for a reliable joint.
Soldering Flux for High-Temperature Plumbing
No-Clean Brazing Flux for Joining Aluminum to Copper
Brazing Flux for Aluminum
Nokorode Soldering Flux for High-Temperature Applications
|
A special formulation of Nokorode soldering flux, this flux remains thick at temperatures up to 115° F and protects your solder joint from corrosion. It’s a paste, so it’s easy to apply for precision applications. However, you shouldn't use it on magnesium or electronics.
Empty Needle-Point Pen Dispenser for Soldering Flux
 |
Container | Tip | |||||
|---|---|---|---|---|---|---|
Size, fl. oz. | Type | Shape | Dia. | Each | ||
| 1/5 | Pen | Needle | 0.013" | 7799A12 | 00000 | |
Nonactivated Rosin Soldering Flux for Electronics
| |
Pen | Bottle |
Container | Tip | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
For Joining | Size | Type | Shape | Dia. | Form | Cleanup Method | Specs. Met | Cannot Be Sold To | Each | ||
| Nickel, Copper, Brass, Bronze, Zinc Alloy | 1 gal. | Bottle | — | — | Liquid | Flux Remover | IPC J-STD-004 | — | 7798A14 | 000000 | |
| Copper, Brass, Bronze | 0.3 fl. oz. | Pen | Chisel | 0.2" | Liquid | Flux Remover | IPC J-STD-004 | Outside United States and Canada | 7893A22 | 0000 | |
Desoldering Iron Nozzle Tip Cleaners
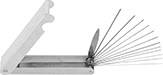 |
No. of Cleaners | Cleaner Dia. | Lg. | Material | Case Material | Each | ||
|---|---|---|---|---|---|---|---|
| 12 | 0.019" to 0.065" | 4 7/8" | Aluminum | Aluminum | 4927N11 | 000000 |
Fully-Activated Rosin Soldering Flux for Electronics
|
Providing the strongest cleaning power, this flux leaves residue that must be removed to ensure the reliability of the joint. The residue requires flux remover. Flux cleans and prepares electrical assemblies and printed circuit boards for soldering.
Container | ||||||||
|---|---|---|---|---|---|---|---|---|
For Joining | Size, gal. | Type | Form | Cleanup Method | Specs. Met | Each | ||
| Nickel, Copper, Brass, Bronze, Zinc Alloy | 1 | Bottle | Liquid | Flux Remover | IPC J-STD-004 | 7798A12 | 000000 | |
Soldering Flux for High-Temperature Aluminum
Nokorode Soldering Flux for Low-Temperature Applications
|
Specially formulated, this Nokorode flux remains soft and sticky in temperatures down to -4° F and protects your solder joint from corrosion. It is paste, so it is easy to apply in precise applications. However, this flux is not for use on magnesium or electronics.
