

















Filter by
Collet Type
System of Measurement
Face Type


Material
Body Diameter
For Holding
External Thread Size
Overall Length
U.S.–Mexico–Canada Agreement (USMCA) Qualifying
DFARS Specialty Metals
Export Control Classification Number (ECCN)
Thread Size
For Use With
Face Pilot Hole Diameter
Bore Diameter
Performance
For Number of Collets
Actuator Style
Bolt Circle Diameter
3J Lathe Collets
 |
When installed into a 3J collet chuck or holder, these collets securely grip round workpieces. They provide a stronger hold on small workpieces than a standard lathe chuck. All have external threads.
Collet Size | Total Indicated Runout (TIR) Accuracy | Workpiece Dia. Tolerance | Body Dia. | Overall Lg. | External Thread Size | Material | Each | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Round Face | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3/8" | 0.0008" | -0.004" to 0" | 2" | 3 3/4" | 1.988"-20 | Steel | 3811A111 | 0000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/2" | 0.0011" | -0.004" to 0" | 2" | 3 3/4" | 1.988"-20 | Steel | 3811A112 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5/8" | 0.0011" | -0.004" to 0" | 2" | 3 3/4" | 1.988"-20 | Steel | 3811A113 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3/4" | 0.0015" | -0.004" to 0" | 2" | 3 3/4" | 1.988"-20 | Steel | 3811A114 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7/8" | 0.0015" | -0.004" to 0" | 2" | 3 3/4" | 1.988"-20 | Steel | 3811A115 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1" | 0.0015" | -0.004" to 0" | 2" | 3 3/4" | 1.988"-20 | Steel | 3811A121 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 1/8" | 0.0015" | -0.004" to 0" | 2" | 3 3/4" | 1.988"-20 | Steel | 3811A122 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 1/4" | 0.0015" | -0.004" to 0" | 2" | 3 3/4" | 1.988"-20 | Steel | 3811A123 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 1/2" | 0.0015" | -0.004" to 0" | 2" | 3 3/4" | 1.988"-20 | Steel | 3811A124 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Machine-Your-Own 3J Lathe Collets
 |
Max. Bore Dia. | Body Dia. | Overall Lg. | Face Pilot Hole Dia. | External Thread Size | Material | Each | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Machine-Your-Own Face | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 3/4" | 2" | 3 3/4" | 1/16" | 1.988"-20 | Hardened Steel | 3811A161 | 0000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
High-Density Air/Hydraulic-Operated Collet Fixtures
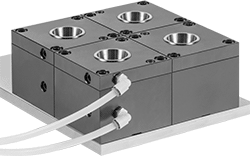 |
Four Fixtures (Each Sold Separately) |
 |
Fixed Length—Flange Mount |
Push a button to clamp or release multiple workpieces on your milling machine or drill press. To create a high-density setup, mount these fixtures and join them together using two connector bushings (sold separately) for each fixture you want to add. These fixtures have a through hole for clamping long workpieces.
Air or hydraulic pressure opens and closes the collets (not included). A good choice for heavy machining, these fixtures provide a tighter hold than you can achieve with manual power. You can operate multiple fixtures with a single valve (not included) and two hoses—one for supply and one for return. All are double acting, so they need air or hydraulic pressure both to open and close. This means that the workpiece stays locked in place even if you lose pressure. Clamping force depends on the air or hydraulic pressure of your system.
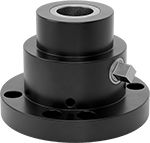
Top-Locking Screw—Fixtures with a top-locking screw allow for direct access to make adjustments without disassembling your setup.
Fixed Length Collet Fixture—Fixed-length fixtures, also known as dead-length fixtures, keep the collet stationary while they clamp onto a workpiece. Use them to precisely machine holes, slots, and contours exactly where you need them. Since these fixtures position workpieces consistently, they’re often used for high-volume production runs. You can also rotate them on an indexer or rotary table without losing your reference point.
Collet Fixtures | Connectors | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Mounting Holes | Port | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
For Collet Type | For No. of Collets | For Max. Workpiece Dia. | Through-Hole Dia. | Lg. | Wd. | Ht. | Max. Hydraulic Pressure, psi | Max. Hydraulic-Powered Clamping Force, psi | Material | No. of | Dia. | No. of Ports | Pipe Size | Thread Type | Thread Gender | Includes | Each | Each | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Collet Fixtures with Top-Locking Screw | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Fixed Length—Flange Mount | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3J | 1 | 1 3/4" | 1 15/16" | 4" | 4" | 3 3/4" | 5,000 | 9,500 | Steel | 4 | 3/8" | 2 | 7/16 | UNF | Female | Collet Wrench | 3115N19 | 000000000 | 3115N12 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
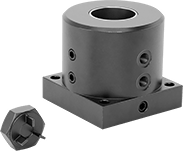
Collet Fixtures
Square Drive Actuator
 |
Square-drive fixtures are designed for precise, repeatable workholding with consistent clamping force. They keep the collet stationary while their sleeve clamps. Made of steel, these fixtures are stronger and more wear resistant than cast iron fixtures, and they can hold up to higher clamping forces. They’re precision machined for accuracy. Use the included socket wrench to clamp and unclamp your workpiece or use a calibrated torque wrench to fine-tune the clamping force.
Mounting Holes | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
For Collet Type | For Max. Workpiece Dia. | Through-Hole Dia. | Dia. | Ht. | Material | No. of | Dia. | Bolt Circle Dia. | Mounting Position | Power Source | Includes | Each | ||
| 3J | 1 3/4" | 1 15/16" | 5" | 4" | Black-Oxide Steel | 6 | 3/8" | 4 1/8" | Horizontal, Vertical | Manual | Socket Wrench | 3174A33 | 000000000 | |
