


























Filter by
For Use With
Container Size
Housing Material
Discharge Connection

Drum Pump Type
Flow Rate
Intake Tube Length
Intake Tube Material
Discharge Location
Pump Type
Spout Material
DFARS Specialty Metals

About Drum Pumps
Choose the right drum pump for your application based on pump type and material, as well as the liquid thickness it can handle.
Continuous-Flow Drum Pumps for Water and Chemicals
 |
100° F Maximum Temperature |
Rotate the handle to dispense a continuous flow of liquid. A corrosion-resistant polypropylene housing allows these pumps to be used with detergents, cleaning fluids, and antifreeze.
Temp. | Intake | Discharge (Spout End) | Discharge (Pump Body) | |||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Flow Rate, fl oz/stroke | For Container Size, gal. | Max. Viscosity, cP | Min. | Max., ° F | For Drum Opening Size | Includes | Tube OD | Tube Lg. | Discharge Location | For Hose ID | Connection | Gender | Connection | Pipe Size | Gender | Thread Type | Spout Type | Drum Pump Type | Each | |||
| 8 | 15 to 55 | 319 | Not Rated | 100 | 2 NPT | Drum Connector | 1 1/4" | 44 1/2" | Spout End Pump Body | 1" | Barbed | Male | Threaded | 3/4 | Female | BSPP | Removable | Crank Handle | 67515K87 | 0000000 | ||
Foot-Operated Drum Pumps for Harsh Chemicals
 |
Made of PVDF components, these pumps resist harsh chemicals such as hydrochloric acid and sulfuric acid. They have a foot pedal for hands-free operation. A telescoping intake tube works with containers of different heights.
Temp., ° F | Intake | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Flow Rate, gpm | For Container Size, gal. | Max. Viscosity, cP | Min. | Max. | For Drum Opening Size | Includes | Tube OD | Tube Lg. | Discharge Location | Spout Type | Drum Pump Type | Each | |||
| 5 | 30 | 500 | 35 | 100 | 1 1/8" to 2 3/4" | Drum Connector | 5/8" | 13" to 28" | Spout End | Removable | Pedal | 4482N11 | 0000000 | ||
Drum Pumps for Water and Chemicals
 |  |  |  |  |  |
Style A | Style B | Style C (Shown with Connector) | Style D | Style E | Style F |
Style A
|
Style A are for thin liquids with a maximum viscosity of 700 or 750 centipoise.
Temp. | Intake | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Flow Rate, fl oz/stroke | For Container Size, gal. | Max. Viscosity, cP | Min. | Max., ° F | For Drum Opening Size | Includes | Tube OD | Tube Lg. | Discharge Location | Each | |||
PVC Piston | |||||||||||||
| 8 | 5 to 15 | 700 | Not Rated | 120 | 2 NPT | Drum Connector | 1 1/2" | 22" | Spout End | 2578K25 | 000000 | ||
| 22 | 15 to 55 | 700 | Not Rated | 120 | 2 NPT | Drum Connector | 1 1/2" | 39" | Spout End | 2578K45 | 00000 | ||
Style B
|
Style B are for thin liquids with a maximum viscosity of 700 or 750 centipoise.
Pumps | Replacement Connectors | |||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Temp. | Intake | Discharge | ||||||||||||||||||
Flow Rate, fl oz/stroke | For Container Size, gal. | Max. Viscosity, cP | Min. | Max., ° F | For Drum Opening Size | Includes | Tube OD | Tube Lg. | Location | Tube ID | Tube OD | Tube Lg. | Tube Material | Each | Pipe Size | Each | ||||
PVC Piston | ||||||||||||||||||||
| 8 | 5 | 750 | 40° F | 120 | 70 mm | Drum Connector | 1/2" | 13" | Tube End | 7/16" | 5/8" | 22" | PVC | 9918K112 | 000000 | 2 NPT | 9918K111 | 000000 | ||
| 8 | 5 to 15 | 700 | Not Rated | 120 | 2 NPT | Drum Connector | 1 1/2" | 22" | Tube End | 7/16" | 5/8" | 22" | PVC | 2578K15 | 00000 | — | ——— | 0 | ||
| 22 | 15 to 55 | 700 | Not Rated | 120 | 2 NPT | Drum Connector | 1 1/2" | 39" | Tube End | 7/16" | 5/8" | 36" | PVC | 2578K35 | 00000 | — | ——— | 0 | ||
Style C
|
Style C (Shown with Connector) |
Style C are rated for liquids up to 2,500 centipoise. They are often used as hand pumps and do not come with a connector. To attach them to a container, select an optional connector.
Temp., ° F | Intake | Discharge | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Flow Rate, fl oz/stroke | For Container Size, gal. | Max. Viscosity, cP | Min. | Max. | Tube OD | Tube Lg. | Location | Tube ID | Tube OD | Tube Lg. | Tube Material | Each | |||
CSM Piston | |||||||||||||||
| 5 | 5 to 15 | 2,500 | 35 | 120 | 1/2" | 18" | Tube End | 7/16" | 9/16" | 9" | PVC | 4938K11 | 000000 | ||
Style D
|
Style D are rated for liquids up to 2,500 centipoise.
Temp., ° F | Intake | Discharge | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Flow Rate, fl oz/stroke | For Container Size, gal. | Max. Viscosity, cP | Min. | Max. | For Drum Opening Size | Includes | Tube OD | Tube Lg. | Location | Tube ID | Tube OD | Tube Lg. | Tube Material | Each | |||
CSM Piston | |||||||||||||||||
| 6 | 5 | 2,500 | 35 | 120 | 61 mm | Drum Connector | 1/2" | 14 1/2" | Tube End | 7/16" | 9/16" | 36" | PVC | 9975K13 | 000000 | ||
| 6 | 5 | 2,500 | 35 | 120 | 63 mm | Drum Connector | 1/2" | 14 1/2" | Tube End | 7/16" | 9/16" | 36" | PVC | 9975K14 | 00000 | ||
| 6 | 5 | 2,500 | 35 | 120 | 70 mm | Drum Connector | 1/2" | 14 1/2" | Tube End | 7/16" | 9/16" | 36" | PVC | 9975K16 | 00000 | ||
Style E
|
Style E are rated for liquids up to 2,500 centipoise.
Temp., ° F | Intake | Discharge | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Flow Rate, fl oz/stroke | For Container Size, gal. | Max. Viscosity, cP | Min. | Max. | For Drum Opening Size | Includes | Tube OD | Tube Lg. | Location | Tube ID | Tube OD | Tube Lg. | Tube Material | Each | |||
CSM Piston | |||||||||||||||||
| 8 | 5 to 30 | 2,500 | 35 | 120 | 2 NPT | Drum Connector | 1/2" | 18" | Tube End | 7/16" | 9/16" | 48" | PVC | 9975K17 | 000000 | ||
Viton® Fluoroelastomer Piston | |||||||||||||||||
| 5 | 5 to 55 | 2,500 | 35 | 120 | 2 NPT | Drum Connector | 9/16" | 36" | Tube End | 7/16" | 9/16" | 9" | PVC | 9975K12 | 00000 | ||
Style F
|
Style F are rated for liquids up to 2,500 centipoise.
Pumps | Connectors | Replacement Connectors | |||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Temp., ° F | Intake | Discharge | |||||||||||||||||||||
Flow Rate, fl oz/stroke | For Container Size, gal. | Max. Viscosity, cP | Min. | Max. | For Drum Opening Size | Includes | Tube OD | Tube Lg. | Location | Tube ID | Tube OD | Tube Lg. | Tube Material | Each | Connection | Each | Pipe Size | Each | |||||
Viton® Fluoroelastomer Piston | |||||||||||||||||||||||
| 28 | 55 | 2,500 | 35 | 120 | 2 NPT | Drum Connector | 1 1/2" | 38" | Tube End | 1 1/4" | 1 1/2" | 36" | Polyethylene | 9918K75 | 0000000 | 2 5/8"-5 Buttress | 9918K45 | 000000 | 2 NPT | 9918K43 | 000000 | ||
| 28 | 55 | 2,500 | 35 | 120 | 2 NPT | Drum Connector | 1 1/2" | 38" | Tube End | 1 1/4" | 1 1/2" | 72" | Polyethylene | 9918K76 | 000000 | 2 5/8"-5 Buttress | 9918K45 | 00000 | 2 NPT | 9918K43 | 00000 | ||
| 28 | 55 | 2,500 | 35 | 120 | 2" | Drum Connector | 1 1/2" | 38" | Tube End | 1 1/4" | 1 1/2" | 36" | Polyethylene | 9918K12 | 000000 | 2 5/8"-5 Buttress | 9918K45 | 00000 | 2 NPT | 9918K43 | 00000 | ||
| 28 | 55 | 2,500 | 35 | 120 | 2" | Drum Connector | 1 1/2" | 38" | Tube End | 1 1/4" | 1 1/2" | 72" | Polyethylene | 9918K115 | 000000 | 2 5/8"-5 Buttress | 9918K45 | 00000 | 2 NPT | 9918K43 | 00000 | ||
Drum Pumps for Harsh Chemicals
 |  |
Spout-End Discharge | Nozzle Discharge |
Made with PTFE components, these pumps stand up to aggressive chemicals our other drum pumps can't, such as hydrochloric acid, bleach, sodium hydroxide, and methyl ethyl ketone (MEK). A stopcock prevents fluid and vapor from leaking after use.
Electric Drum Pump Systems for Water, Oil, Coolants, and Chemicals
 | |
NEMA 5-15 Plug |
Including nozzles and connectors, these pumps come with everything you need to start pumping. All include a pump assembly, 1" ID hose, dispensing nozzle, drum connector, and storage bracket.
Polypropylene Housing—Pumps with a polypropylene housing are often used with corrosives such as acid-washing solutions and cleaning and etching fluids. Their motors are rated IP44.
Aluminum Housing—Pumps with an aluminum housing are often used with lubricating oil and coolants. Their motors are rated IP44.
PVDF Housing—Pumps with a PVDF housing are often used with aggressive chemicals such as 98% nitric acid, hydrochloric acid, and sulfuric acid. Their motors are rated IP54.
316 Stainless Steel Housing—Pumps with a 316 stainless steel housing are often used with fuel, acetone, methyl ethyl ketone (MEK), xylene, and mineral spirits. Their motors are rated IP55 and are CSA certified for use in Class I, Divisions 1 and 2, Group D hazardous environments with flammable gases and vapors.
47" Long Intake Tube—Pumps with a 47" intake tube can be used with large totes and tanks.
Temp. | Intake | Discharge | Electrical | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Flow Rate, gpm | Discharge Pressure, psi | For Container Size, gal. | Max. Viscosity, cP | Min. | Max., ° F | Power, hp | Current, amp | For Drum Opening Size | Tube OD | Tube Lg. | Tube ID | Tube OD | Tube Lg. | Hazardous Location Rating | Enclosure Rating | Connection | No. of Blades | Each | |||
120V AC—Single Phase—NEMA 5-15 Plug In | |||||||||||||||||||||
Polypropylene Housing | |||||||||||||||||||||
| 15 | 15 | 55 | 1,500 | Not Rated | 130 | 1 | 7.5 | 2 NPT | 1 5/8" | 39" | 1" | 1 1/4" | 72" | — | IP44 | Straight Blade | 3 | 7133T21 | 000000000 | ||
| 15 | 15 | 55 | 1,500 | Not Rated | 130 | 1 | 7.5 | 2 NPT | 1 5/8" | 47" | 1" | 1 1/4" | 72" | — | IP44 | Straight Blade | 3 | 7133T22 | 00000000 | ||
Aluminum Housing | |||||||||||||||||||||
| 22 | 15 | 55 | 1,500 | Not Rated | 175 | 1 | 7.5 | 2 NPT | 1 1/2" | 39" | 1" | 1 1/4" | 72" | — | IP44 | Straight Blade | 3 | 7133T25 | 00000000 | ||
| 22 | 15 | 55 | 1,500 | Not Rated | 175 | 1 | 7.5 | 2 NPT | 1 1/2" | 47" | 1" | 1 1/4" | 72" | — | IP44 | Straight Blade | 3 | 7133T26 | 00000000 | ||
PVDF Housing | |||||||||||||||||||||
| 15 | 15 | 55 | 1,500 | Not Rated | 175 | 1 | 7.5 | 2 NPT | 1 5/8" | 39" | 1" | 1 1/4" | 72" | — | IP54 | Straight Blade | 3 | 7133T23 | 00000000 | ||
| 15 | 15 | 55 | 1,500 | Not Rated | 175 | 1 | 7.5 | 2 NPT | 1 5/8" | 47" | 1" | 1 1/4" | 72" | — | IP54 | Straight Blade | 3 | 7133T24 | 00000000 | ||
120V AC—Single Phase—Hardwire | |||||||||||||||||||||
316 Stainless Steel Housing | |||||||||||||||||||||
| 18 | 15 | 55 | 1,000 | Not Rated | 175 | 1 1/3 | 9.1 | 2 NPT | 1 1/2" | 39" | 1" | 1 1/4" | 72" | NEC Class I Divisions 1, 2 Group D | IP55 | — | — | 7133T27 | 00000000 | ||
Electric Drum Pumps for Water, Oil, and Chemicals
 |  |
Style A | Style B |
Style A
|
Temp., ° F | Intake | Discharge | Electrical | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
For Container Size, gal. | Flow Rate, gpm | Discharge Pressure, psi | Max. Viscosity, cP | Min. | Max. | Power, hp | Current, amp | For Drum Opening Size | Tube OD | Tube Lg. | Tube ID | Tube OD | Tube Lg. | Connection | No. of Blades | Each | |||
120V AC—Single Phase—Plug In—With Thermal Overload Protection | |||||||||||||||||||
| 1 to 5 | 7, 17 | 8 | 300 | 0 | 150 | 0.15 | 2 | 1 1/2" | 1 1/4" | 16" | 3/4" | 1" | 60" | Straight Blade | 2 | 3420K21 | 0000000 | ||
| 30 | 7, 17 | 8 | 300 | 0 | 150 | 0.15 | 2 | 1 1/2" | 1 1/4" | 40" | 3/4" | 1" | 60" | Straight Blade | 2 | 3420K22 | 000000 | ||
Style B
|
Pumps | Repair Kits | |||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Temp. | Intake | Discharge | Electrical | |||||||||||||||||||
For Container Size, gal. | Flow Rate, gpm | Discharge Pressure, psi | Max. Viscosity, cP | Min. | Max., ° F | Power, hp | Current, amp | For Drum Opening Size | Includes | Tube OD | Tube Lg. | Tube ID | Tube OD | Tube Lg. | Connection | No. of Blades | Each | Each | ||||
120V AC—Single Phase—Plug In | ||||||||||||||||||||||
| 55 | 17 | 7 | 1,000 | Not Rated | 180 | 1/2 | 6.3 | 2 NPT | Drum Connector | 1 1/2" | 39 1/2" | 1" | 1 1/4" | 60" | Straight Blade | 3 | 2539K58 | 0000000 | 2539K12 | 0000000 | ||
Compact Drum Pumps for Water and Chemicals
 |  |
Style A | Style B |
Designed to move low volumes of caustic liquids in confined areas, these pumps have a thin intake tube and a small handle. They are often used to pump cleaning fluids, acid-washing solutions, and bleach.
Style A—Style A pumps have a selectable flow rate, so you can adjust flow for different dispensing applications.
Style B—Style B pumps have a flexible discharge spout.
Temp. | Intake | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Style | Flow Rate, fl oz/stroke | For Container Size, gal. | Max. Viscosity | Min. | Max., ° F | For Drum Opening Size | Includes | Tube OD | Tube Lg. | Discharge Location | Spout Type | Drum Pump Type | Each | |||
| A | 2, 4, 6, 8 | 5 | Not Rated | Not Rated | 125 | 3/4 NPT | — | 5/8" | 18 1/4" | Spout End | Fixed | Plunger | 4368K15 | 000000 | ||
| A | 2, 4, 6, 8 | 15 to 55 | Not Rated | Not Rated | 125 | 3/4 NPT, 2 NPT | Two Drum Connectors | 5/8" | 33" | Spout End | Fixed | Plunger | 4368K13 | 00000 | ||
| A | 4, 8, 12, 16 | 15 to 55 | Not Rated | Not Rated | 125 | 3/4 NPT, 2 NPT | Two Drum Connectors | 5/8" | 33" | Spout End | Fixed | Plunger | 4368K14 | 00000 | ||
| B | 3 | 55 | Not Rated | 40° F | 150 | 2 NPT | Drum Connector | 1 3/4" | 32" | Spout End | Flexible | Plunger | 4277K33 | 000000 | ||
Adjustable-Flow Easy-Stroke Drum Pumps for Water and Chemicals
 |  |
PPS Housing | 304 Stainless Steel Housing |
Temp. | Intake | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Flow Rate, fl oz/stroke | For Container Size, gal. | Max. Viscosity, cP | Min. | Max., ° F | For Drum Opening Size | Includes | Tube OD | Tube Lg. | For Discharge Tube ID | Spout Type | Each | |||
PPS Intake Tube and PPS Housing | ||||||||||||||
| 8, 10, 12 | 15 to 55 | 500 | Not Rated | 180 | 1 1/2 NPT, 2 NPT | Drum Connector | 1 5/8" | 24 1/2" to 34 1/2" | 1" | Removable | 2515K45 | 000000 | ||
304 Stainless Steel Intake Tube and 304 Stainless Steel Housing | ||||||||||||||
| 6, 8, 10, 12 | 15 to 55 | 2,000 | Not Rated | 140 | 1 1/2 NPT, 2 NPT | Drum Connector | 1 1/8" | 18 1/2" to 32 1/2" | 11/16" | Removable | 2515K46 | 000000 | ||
Siphon Drum Pumps
 |  |
Style A | Style B |
Temp. | Intake | Discharge | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Style | Flow Rate, gpm | For Container Size, gal. | Max. Viscosity, cP | Min. | Max., ° F | For Drum Opening Size | Includes | Tube OD | Tube Lg. | Discharge Location | Tube ID | Tube OD | Tube Lg. | Tube Material | Drum Pump Type | Each | |||
| A | 2 | 1 to 5 | 26 | 50° F | 120 | — | — | 5/8" | 14 1/2" | Tube End | 1/2" | 5/8" | 20 1/2" | LDPE | Siphon | 9894K51 | 00000 | ||
| A | 2 | 5 | 150 | Not Rated | 140 | — | — | 11/16" | 16" | Tube End | 9/16" | 11/16" | 21" | Polyethylene | Siphon | 9894K44 | 0000 | ||
| A | 5 | 15 to 55 | 88 | Not Rated | 140 | 2 NPT | Drum Connector | 7/8" | 34" | Tube End | 13/16" | 1" | 48" | Polyethylene | Siphon | 4270K21 | 00000 | ||
| A | 7 | 15 to 55 | 88 | Not Rated | 140 | 2 NPT | Drum Connector | 1" | 34" | Tube End | 13/16" | 1" | 48" | Polyethylene | Siphon | 4270K22 | 00000 | ||
| B | 5 to 7 | 5 | 650 | Not Rated | 140 | 2 NPS, 70 mm | Drum Connector | 1 1/2" | 16" | Tube End | 1" | 1 1/4" | 60" | PVC | Siphon | 4270K24 | 00000 | ||
| B | 5 to 7 | 5 to 6 | 650 | Not Rated | 140 | 2 NPS | Drum Connector | 1 1/2" | 16" | Tube End | 1" | 1 1/4" | 60" | PVC | Siphon | 4270K25 | 00000 | ||
| B | 5 to 7 | 15 | 650 | Not Rated | 140 | 2 NPS | Drum Connector | 1 1/2" | 24" | Tube End | 1" | 1 1/4" | 60" | PVC | Siphon | 4270K26 | 00000 | ||

Adjustable-Flow Electric Drum Pumps for Water, Oil, Coolants, and Chemicals
 |  |
Style A | Style B |
Alter the flow rate for versatile dispensing. These pumps do not include a drum connector.
Tube-End Discharge
|
Style A |
Pumps | Repair Kits | ||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Temp., ° F | Intake | Discharge | Electrical | ||||||||||||||||||||
Style | Flow Rate, gpm | Discharge Pressure, psi | For Container Size, gal. | Max. Viscosity, cP | Min. | Max. | Power, hp | Current, amp | For Drum Opening Size | Includes | Tube OD | Tube Lg. | Tube ID | Tube OD | Tube Lg. | Connection | No. of Blades | Each | Each | ||||
120V AC—Single Phase—Plug In—With Thermal Overload Protection | |||||||||||||||||||||||
| A | 0 to 18.5 | 9 | 30 | 300 | 15 | 120 | 1/4 | 1.5 | 32 mm | Wall Bracket | 1 1/4" | 27" | 3/4" | 1" | 60" | Straight Blade | 2 | 42895K81 | 0000000 | 42895K94 | 0000000 | ||
| A | 0 to 18.5 | 9 | 55 | 300 | 15 | 120 | 1/4 | 1.5 | 32 mm | Wall Bracket | 1 1/4" | 39" | 3/4" | 1" | 60" | Straight Blade | 2 | 42895K82 | 000000 | 42895K95 | 000000 | ||
Pump Body
|
Style B |
Pumps | Repair Kits | Connectors | |||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Temp. | Intake | Discharge (Pump Body) | Electrical | ||||||||||||||||||||
Style | Flow Rate, gpm | Discharge Pressure, psi | For Container Size, gal. | Max. Viscosity, cP | Min. | Max., ° F | Power, hp | Current, amp | For Drum Opening Size | Tube OD | Tube Lg. | Connection | For Tube ID | Connection | No. of Blades | Each | Each | Each | |||||
120V AC—Single Phase—Plug In—With Thermal Overload Protection | |||||||||||||||||||||||
| B | 0 to 35 | 16 | 55 | 1,500 | Not Rated | 130 | 1 | 8.5 | 2" | 1 5/8" | 39" | Barbed | 1" | Straight Blade | 3 | 2850K35 | 000000000 | 2850K71 | 0000000 | 2850K62 | 000000 | ||
| B | 0 to 35 | 16 | 55 | 1,500 | Not Rated | 130 | 1 | 8.5 | 2" | 1 5/8" | 47" | Barbed | 1" | Straight Blade | 3 | 2850K36 | 00000000 | 2850K71 | 000000 | 2850K62 | 00000 | ||
| B | 0 to 35 | 16 | 55 | 1,500 | Not Rated | 175 | 1 | 8.5 | 2" | 1 1/2" | 39" | Barbed | 1" | Straight Blade | 3 | 2850K55 | 00000000 | 2850K91 | 000000 | 2850K94 | 000000 | ||
| B | 0 to 35 | 16 | 55 | 1,500 | Not Rated | 175 | 1 | 8.5 | 2" | 1 1/2" | 47" | Barbed | 1" | Straight Blade | 3 | 2850K56 | 00000000 | 2850K91 | 000000 | 2850K94 | 000000 | ||
| B | 0 to 35 | 16 | 55 | 1,500 | Not Rated | 175 | 1 | 8.5 | 2" | 1 5/8" | 39" | Barbed | 1" | Straight Blade | 3 | 2850K41 | 00000000 | 2850K72 | 000000 | 2850K62 | 00000 | ||
Easy-Stroke Drum Pumps for Water, Coolant, and Chemicals
 |
Style B |
A lever handle maximizes output with each stroke for low-effort dispensing.
Style B—Style B pumps are for thin liquids with a viscosity up to 250 centipoise. They have a built-in drum connector.
Temp., ° F | Intake | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Style | Flow Rate, fl oz/stroke | For Container Size, gal. | Max. Viscosity, cP | Min. | Max. | For Drum Opening Size | Includes | Tube OD | Tube Lg. | Discharge Location | Drum Pump Type | Each | |||
| B | 11 | 15 to 55 | 250 | -15 | 150 | 2 NPT | Drum Connector | 1" | 19 3/4" to 35 1/2" | Spout End | Lever Handle | 4222K71 | 0000000 | ||
Air-Powered Drum Pumps for Water, Oil, Coolants, and Chemicals
With NPT Discharge
 |
Temp., ° F | Intake | Discharge | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Flow Rate, gpm | For Container Size, gal. | Max. Viscosity, cP | Min. | Max. | Air Pressure, psi | Air Consumption, ft³/min | For Drum Opening Size | Includes | Air Connection | Tube OD | Tube Lg. | Gender | Pipe Size | Each | ||
| 14 | 55 | 1,500 | -30 | 300 | 40 to 80 | 27 | 2 NPT | Drum Connector | 1/8 Female NPT | 1 1/2" | 39" | Female | 3/4 | 42905K74 | 0000000 | |
With Tube-End Discharge
 |
Temp., ° F | Intake | Discharge (Tube End) | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Flow Rate, gpm | For Container Size, gal. | Max. Viscosity, cP | Min. | Max. | Air Pressure, psi | Air Consumption, ft³/min | For Drum Opening Size | Includes | Air Connection | Tube OD | Tube Lg. | ID | Lg., ft. | Each | ||
| 15 | 30 | 300 | 35 | 150 | 40 | 27 | 2 NPT | Drum Connector | 1/4 Female NPT | 1 1/4" | 27" | 3/4" | 5 | 8165K7 | 0000000 | |
| 15 | 55 | 300 | 35 | 150 | 40 | 27 | 2 NPT | Drum Connector | 1/4 Female NPT | 1 1/4" | 40" | 3/4" | 5 | 8165K8 | 000000 | |
Polypropylene Long-Life Air-Powered Drum Pumps for Chemicals
 |
The polypropylene housing provides good resistance to caustics such as ammonia, electropolishing solutions, and detergents and cleaning fluids. Also known as diaphragm pumps, they have few moving parts that can fail for a long service life. Install an air line filter/regulator to ensure efficiency and reduce wear on the pump.
PTFE Diaphragm—Choose a pump with a PTFE diaphragm for superior resistance to a wider variety of concentrated chemicals than Santoprene.
Repair Kits—Repair kits include components such as O-rings, valves, balls, and diaphragms.
Pumps | Repair Kits | ||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Temp., ° F | Intake | Discharge | |||||||||||||||||||
Flow Rate, gpm | For Container Size, gal. | Max. Viscosity, cP | Min. | Max. | Air Pressure, psi | Air Consumption, ft³/min | For Drum Opening Size | Includes | Air Connection | Connection | Pipe Size | Tube Lg. | Discharge Location | Connection | Pipe Size | Each | Each | ||||
Santoprene Diaphragm | |||||||||||||||||||||
| 13 | 55 | 3,000 | 30 | 180 | 100 | 12 | 2 NPT | Drum Connector | 1/4 Female NPT | Threaded | 1/2 Female NPT | 36" | Pump Body | Threaded | 1/2 Female NPT | 2534K18 | 0000000 | 8281K46 | 0000000 | ||
| 31 | 55 | 8,000 | 30 | 180 | 100 | 40 | 2 NPT | Drum Connector | 1/4 Female NPT | Threaded | 3/4 Female NPT | 36" | Pump Body | Threaded | 3/4 Female NPT | 8281K55 | 00000000 | 8281K47 | 000000 | ||
PTFE Diaphragm | |||||||||||||||||||||
| 13 | 55 | 3,000 | 40 | 180 | 100 | 12 | 2 NPT | Drum Connector | 1/4 Female NPT | Threaded | 1/2 Female NPT | 36" | Pump Body | Threaded | 1/2 Female NPT | 8281K52 | 000000 | 8281K111 | 000000 | ||
| 28 | 55 | 8,000 | 40 | 180 | 100 | 40 | 2 NPT | Drum Connector | 1/4 Female NPT | Threaded | 3/4 Female NPT | 36" | Pump Body | Threaded | 3/4 Female NPT | 8281K57 | 00000000 | 8281K48 | 000000 | ||
Drum Pumps for Food and Beverage
 |  |  |  |
Style B | Style C | Style D | Style E |
Use these pumps in food and beverage applications.
Style B—Style B pumps are FDA compliant for direct contact with food. They have a colorful strap for color-coding your drums, which makes it easy to identify the drum contents.
Style C—Style C pumps are FDA compliant for direct contact with food. They have a colorful strap for color-coding your drums, which makes it easy to identify the drum contents.
Style D—Style D pumps are FDA compliant for direct contact with food.
Style E—Style E pumps are FDA compliant for direct contact with food.
Temp., ° F | Intake | Discharge | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Style | Flow Rate, fl oz/stroke | For Container Size, gal. | Max. Viscosity, cP | Min. | Max. | For Drum Opening Size | Includes | Tube OD | Tube Lg. | Discharge Location | Tube ID | Tube Lg. | Tube Material | Drum Pump Type | Food Industry Std. | Choose a Strap Color | Each | |||
| B | 12 | 5 | 8,800 | 35 | 140 | 2 NPT | 5 Gallon Pail Adapter, Drum Connector | 1 5/8" | 16 1/2" | Spout End | — | — | — | Plunger | FDA Compliant 21 CFR 174.5, FDA Compliant 21 CFR 177.1520, FDA Compliant 21 CFR 178.2010, FDA Compliant 21 CFR 178.3297, FDA Compliant 21 CFR 178.3400 | White | 3047K41 | 000000 | ||
| B | 15 | 5 | 8,800 | 40 | 120 | 2 NPT | 5 Gallon Pail Adapter, Drum Connector | 1 1/2" | 16 1/2" | Spout End | — | — | — | Plunger | FDA Compliant 21 CFR 174.5, FDA Compliant 21 CFR 177.1520, FDA Compliant 21 CFR 178.2010, FDA Compliant 21 CFR 178.3297, FDA Compliant 21 CFR 178.3400 | Black, Blue | 3047K311 | 00000 | ||
| B | 15 | 15, 30 | 8,800 | 40 | 120 | 2 NPT | Drum Connector | 1 1/2" | 30" | Spout End | — | — | — | Plunger | FDA Compliant 21 CFR 174.5, FDA Compliant 21 CFR 177.1520, FDA Compliant 21 CFR 178.2010, FDA Compliant 21 CFR 178.3297, FDA Compliant 21 CFR 178.3400 | Green | 3047K86 | 00000 | ||
| B | 15 | 30 | 8,800 | 40 | 120 | 2 NPT | Drum Connector | 1 11/16" | 30" | Spout End | — | — | — | Plunger | FDA Compliant 21 CFR 174.5, FDA Compliant 21 CFR 177.1520, FDA Compliant 21 CFR 178.2010, FDA Compliant 21 CFR 178.3297, FDA Compliant 21 CFR 178.3400 | White | 3047K37 | 00000 | ||
| B | 15 | 55 | 8,800 | 40 | 120 | 2 NPT | Drum Connector | 1 1/2" | 36" | Spout End | — | — | — | Plunger | FDA Compliant 21 CFR 174.5, FDA Compliant 21 CFR 177.1520, FDA Compliant 21 CFR 178.2010, FDA Compliant 21 CFR 178.3297, FDA Compliant 21 CFR 178.3400 | Black, Blue, Green, Orange, Purple | 3047K315 | 00000 | ||
| B | 15 | 55 | 8,800 | 40 | 120 | 2 NPT | Drum Connector | 1 11/16" | 45" | Spout End | — | — | — | Plunger | FDA Compliant 21 CFR 174.5, FDA Compliant 21 CFR 177.1520, FDA Compliant 21 CFR 178.2010, FDA Compliant 21 CFR 178.3297, FDA Compliant 21 CFR 178.3400 | White | 3047K38 | 00000 | ||
| C | 12 | 5 | 8,800 | 35 | 140 | 2 NPT | 5 Gallon Pail Adapter, Drum Connector | 1 5/8" | 16 1/2" | Tube End | 3/4" | 33" | PVC | Plunger | FDA Compliant 21 CFR 174.5, FDA Compliant 21 CFR 177.1520, FDA Compliant 21 CFR 178.2010, FDA Compliant 21 CFR 178.3297, FDA Compliant 21 CFR 178.3400 | White | 3047K51 | 00000 | ||
| C | 15 | 55 | 8,800 | 40 | 120 | 2 NPT | Drum Connector | 1 1/2" | 36" | Tube End | 3/4" | 32 1/2" | PVC | Plunger | FDA Compliant 21 CFR 174.5, FDA Compliant 21 CFR 177.1520, FDA Compliant 21 CFR 178.2010, FDA Compliant 21 CFR 178.3297, FDA Compliant 21 CFR 178.3400 | Black, Blue, Yellow | 3047K316 | 00000 | ||
| D | 15 | 275 | 8,800 | 40 | 120 | 2 NPT | Drum Connector | 1 1/2" | 46 1/2" | Spout End | — | — | — | Plunger | FDA Compliant 21 CFR 174.5, FDA Compliant 21 CFR 177.1520, FDA Compliant 21 CFR 178.2010, FDA Compliant 21 CFR 178.3297, FDA Compliant 21 CFR 178.3400 | — | 3047K52 | 000000 | ||
| E | 15 | 15, 30 | 8,800 | 40 | 120 | 2 NPT | Drum Connector | 1 1/2" | 30" | Tube End | 3/4" | 32 1/2" | PVC | Plunger | FDA Compliant 21 CFR 174.5, FDA Compliant 21 CFR 177.1520, FDA Compliant 21 CFR 178.2010, FDA Compliant 21 CFR 178.3297, FDA Compliant 21 CFR 178.3400 | — | 3047K55 | 00000 | ||
| E | 15 | 55 | 8,800 | 40 | 120 | 2 NPT | Drum Connector | 1 1/2" | 36" | Tube End | 3/4" | 32 1/2" | PVC | Plunger | FDA Compliant 21 CFR 174.5, FDA Compliant 21 CFR 177.1520, FDA Compliant 21 CFR 178.2010, FDA Compliant 21 CFR 178.3297, FDA Compliant 21 CFR 178.3400 | — | 3047K54 | 00000 | ||
Drum Pumps for Diesel Exhaust Fluid
 |
Made with polypropylene components, these pumps withstand highly corrosive diesel exhaust fluid (DEF) while preventing it from crystallizing. Intake tube is not included.
Temp., ° F | Discharge | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Flow Rate, fl oz/stroke | For Container Size, gal. | Max. Viscosity, cP | Min. | Max. | For Drum Opening Size | Includes | For Intake Tube OD | Discharge Location | Connection | Hose OD | Hose Length, ft. | Hose Material | Drum Pump Type | Nozzle Type | Each | |||
| 11 | 55 to 275 | 1.5 | 35 | 110 | 2" | Drum Connector | 1" | Hose and Nozzle | Barbed | 3/4" | 12 | EPDM | Lever Handle | Automatic Shutoff | 2940N1 | 0000000 | ||
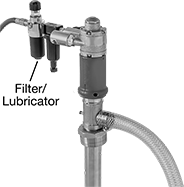
High-Pressure Air-Powered Drum Pumps for Chemicals
With a higher pressure than other air-powered drum pumps, these pumps move thick chemicals with a viscosity of up to 10,000 centipoise. A stainless steel housing stands up to acids, solvents, and other caustics. Install an air line filter/lubricator to ensure efficiency and reduce wear on the pump.
Temp., ° F | Intake | Discharge | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Flow Rate, gpm | For Container Size, gal. | Max. Viscosity, cP | Min. | Max. | Air Pressure, psi | Air Consumption, ft³/min | For Drum Opening Size | Includes | Air Connection | Tube OD | Tube Lg. | Discharge Location | Connection | Pipe Size | Each | |||
| 4 | 55 | 5,000 | 35 | 120 | 180 | 1.5 | 2 NPT | Drum Connector | 1/4 Female NPT | 2 1/8" | 36" | Pump Body | Threaded | 3/4 Female NPT | 2950N1 | 000000000 | ||
| 12.5 | 5 | 10,000 | 40 | 120 | 150 | 1.9 | 2 NPT | — | 1/4 Female NPT | 1 3/8" | 7 1/4" | Pump Body | Threaded | 3/4 Female NPT | 2950N21 | 00000000 | ||
PVDF Long-Life Air-Powered Drum Pumps for Chemicals
|
A chemical- and impact-resistant PVDF housing stands up to aggressive chemicals such as methyl ethyl ketone (MEK) and xylene. Also known as diaphragm pumps, they have few moving parts that can fail for a long service life. Install an air line filter/lubricator to ensure efficiency and reduce wear on the pump.
Repair Kits—Repair kits include O-rings, valves, and diaphragms.
Pumps | Repair Kits | ||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Temp., ° F | Intake | Discharge | |||||||||||||||||||
Flow Rate, gpm | For Container Size, gal. | Max. Viscosity, cP | Min. | Max. | Air Pressure, psi | Air Consumption, ft³/min | For Drum Opening Size | Includes | Air Connection | Connection | Pipe Size | Tube Lg. | Discharge Location | Connection | Pipe Size | Each | Each | ||||
PTFE Diaphragm | |||||||||||||||||||||
| 13 | 55 | 3,000 | 40 | 210 | 100 | 12 | 2 NPT | Drum Connector | 1/4 Female NPT | Threaded | 1/2 Female NPT | 36" | Pump Body | Threaded | 1/2 Female NPT | 2534K54 | 000000000 | 8281K111 | 0000000 | ||
Hazardous Location Electric Drum Pumps for Water, Oil, Coolants, and Chemicals
 |
These pumps quickly empty drum contents by moving 48 gallons of liquid per minute. They are often used with lubricating oil as well as with chemicals such as detergents and etching and cleaning solutions. Their electric motors are explosion proof and UL listed for Class I, Divisions 1 and 2, Groups C and D; and Class II, Division 2, Groups F and G environments where flammable gases and combustible dust may be present.
Pumps | Repair Kits | ||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Temp., ° F | Intake | Discharge (Pump Body) | |||||||||||||||||||
Flow Rate, gpm | For Container Size, gal. | Discharge Pressure, psi | Max. Viscosity, cP | Min. | Max. | Power, hp | Current, amp | For Drum Opening Size | Tube OD | Tube Lg. | Discharge Location | Connection | For Tube ID | Gender | Certification | Each | Each | ||||
120V AC—Single Phase—Hardwire—With Thermal Overload Protection | |||||||||||||||||||||
| 48.5 | 55 | 14 | 300 | -40 | 210 | 1/2 | 5.3 | 41 mm | 1 5/8" | 39" | Pump Body | Barbed | 1" | Male | C-UL Listed UL Listed | 42675K47 | 000000000 | 42675K67 | 0000000 | ||
Drum Pumps for Water and Coolant
 |
Transfer water and coolants from drums and pails without electrical power. Each stroke of the handle delivers fluid on demand. A 316 stainless steel housing resists coolants such as ethylene glycol.
Repair Kits—Repair kits include a gasket, packing gland, piston, piston washer, and push-on nut.
Pumps | Repair Kits | Replacement Connectors | Pail Adapters | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Temp. | Intake | |||||||||||||||||||
Flow Rate, fl oz/stroke | For Container Size, gal. | Max. Viscosity, cP | Min. | Max., ° F | For Drum Opening Size | Includes | Tube OD | Tube Lg. | Discharge Location | Each | Each | Pipe Size | Each | Each | ||||||
| 8 | 5 to 15 | 300 | Not Rated | 140 | 2 NPT | Drum Connector | 1/2" | 22 1/2" | Spout End | 9912K31 | 0000000 | 9912K13 | 000000 | 2 NPT | 9912K15 | 000000 | 9912K21 | 000000 | ||
| 16 | 15 to 55 | 300 | Not Rated | 140 | 2 NPT | Drum Connector | 1 1/8" | 39 1/2" | Spout End | 9912K32 | 000000 | 9912K13 | 00000 | 2 NPT | 9912K15 | 00000 | ——— | 0 | ||
High-Flow Electric Drum Pumps for Water, Oil, Coolants, and Chemicals
 |
Designed to move 40 gallons of liquid per minute, these pumps quickly empty drum contents. They're often used with lubricating oil as well as with chemicals such as detergents and etching and cleaning solutions.
Temp., ° F | Intake | Discharge | Electrical | |||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Flow Rate, gpm | For Container Size, gal. | Discharge Pressure, psi | Max. Viscosity, cP | Min. | Max. | Power, hp | Current, amp | For Drum Opening Size | Includes | Tube OD | Tube Lg. | Discharge Location | Tube ID | Tube OD | Tube Lg. | Tube Material | Connection | No. of Blades | Each | |||
120V AC—Single Phase—Plug In | ||||||||||||||||||||||
| 40 | 30 | 35 | 500 | 35 | 160 | 1/2 | 5.7 | 2 NPT | Drum Connector | 2" | 27" | Tube End | 1" | 1 5/16" | 60" | PVC | Straight Blade | 3 | 6800K12 | 000000000 | ||
| 40 | 55 | 35 | 500 | -20 | 220 | 1/2 | 5.7 | 2 NPT | Drum Connector | 2" | 40" | Tube End | 1" | 1 5/16" | 60" | PVC | Straight Blade | 3 | 6800K34 | 00000000 | ||
| 40 | 55 | 35 | 500 | -20 | 220 | 1/2 | 5.7 | 2 NPT | Drum Connector | 2" | 48" | Tube End | 1" | 1 5/16" | 60" | PVC | Straight Blade | 3 | 6800K38 | 00000000 | ||
| 40 | 55 | 35 | 500 | 35 | 160 | 1/2 | 5.7 | 2 NPT | Drum Connector | 2" | 40" | Tube End | 1" | 1 5/16" | 60" | PVC | Straight Blade | 3 | 6800K14 | 00000000 | ||
| 40 | 55 | 35 | 500 | 35 | 160 | 1/2 | 5.7 | 2 NPT | Drum Connector | 2" | 48" | Tube End | 1" | 1 5/16" | 60" | PVC | Straight Blade | 3 | 6800K18 | 00000000 | ||
Foot-Operated Drum Pumps for Water and Oil
 |
The foot pedal allows hands-free operation. These pumps have a telescoping intake tube that works with containers of different heights.
Temp., ° F | Intake | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Flow Rate, gpm | For Container Size, gal. | Max. Viscosity, cP | Min. | Max. | For Drum Opening Size | Includes | Tube OD | Tube Lg. | Discharge Location | Spout Type | Drum Pump Type | Each | |||
| 6 | 55 | 500 | 35 | 100 | 1 1/8" to 2 3/4" | Drum Connector | 1/2" | 19" to 35" | Spout End | Fixed | Pedal | 2830N12 | 0000000 | ||
Remote-Adjustment High-Pressure Peristaltic Pumps for Chemicals
 |
Automatically control output from a distance using a variety of analog and digital signals, including 4-20mA and external pulse signals. Pumps can also be controlled manually, run on a schedule, or set to cycle on and off. View flow rate on the LED display. These pumps handle pressures four times higher than standard pumps. They meter a consistent amount of liquid within ±1% of the maximum flow. Often used in boiler feed systems and water treatment, they're compatible with chemicals such as cleaning fluids and acid-washing solutions. Pumps are self-priming and create suction to draw liquid upward. They can run dry.
Overall | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Flow Rate, gal/day | Max. Pressure, psi | Max. Viscosity, cP | Temp. Range, ° F | Power | Current, amp | Intake Connection | Discharge Connection | Lg. | Wd. | Ht. | Includes | Each | |||
120V AC, Single Phase with With Thermal Overload Protection | |||||||||||||||
Plug In | |||||||||||||||
| 1.3 to 125 | 100 | 1,500 | 32 to 100 | Not Rated | 0.6 | Compression | Compression | 11" | 8 3/4" | 8 1/8" | 20 ft. of 3/8" OD Tubing | 2886N205 | 000000000 | ||
Nondrip Drum Pumps for Water and Chemicals
 |  |
Tap Kits |
Eliminate leaks and waste with a faucet-style nondrip nozzle that quickly starts and stops flow. Pressurize your container with a few pumps of the plunger handle, and use the one-touch nozzle to manage flow. Hold down the nozzle for intermittent dispensing, open the nozzle fully for continuous flow, and close the nozzle to stop flow entirely.
Tap Kits—Remote tap kits extend your pump's reach for transferring liquid to tanks, mixers, and sprayers.
Nondrip Drum Pumps for Fuel and Flammable Liquid
| |
Tap Kits |
Eliminate leaks and waste with a faucet-style nondrip nozzle that quickly starts and stops flow. Pressurize your container with a few pumps of the plunger handle, and use the one-touch nozzle to manage flow. Hold down the nozzle for intermittent dispensing, open the nozzle fully for continuous flow, and close the nozzle to stop flow entirely.
Always bond and ground your application for static control. For more information about bonding and grounding, see Sections 1910.106 and 1910.107 of the Federal OSHA Code or see bonding and grounding equipment.
NFPA 30 18.4.4.1—NFPA approved pumps are rated for use with Class I and II flammable and combustible liquids such as fuels, alcohols, and acetone.
Tap Kits—Remote tap kits extend your pump's reach for transferring liquid to tanks, mixers, and sprayers. They include a splash guard, a 6-ft. PVC tube, and hardware.
Pumps | Tap Kits | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Temp., ° F | Intake | ||||||||||||||||||
Flow Rate, gpm | For Container Size, gal. | Max. Viscosity, cP | Min. | Max. | For Drum Opening Size | Includes | Tube OD | Tube Lg. | Discharge Location | Drum Pump Type | Nozzle Type | Features | Flammability Rating | Each | Each | ||||
| 4.5 | 2 to 55 | 270 | 35 | 110 | 2 NPT | Drum Connector | 5/8" | 40" | Nozzle | Plunger | Nondrip | — | — | 9743T12 | 0000000 | 9743T94 | 0000000 | ||
| 4.5 | 2 to 55 | 270 | 35 | 110 | 2 NPT | Drum Connector | 5/8" | 40" | Nozzle | Plunger | Nondrip | Bonding and Grounding Wires | NFPA 30 18.4.4.1 | 9743T13 | 000000 | ——— | 0 | ||
Air-Powered Drum Pumps with Hose and Filter/Lubricator for Water, Oil, Coolants, and Chemicals
 |
A filter/lubricator ensures efficiency and reduces wear on the pump. They have a chemically resistant seal for use with hydraulic oil and motor oil in addition to acidic and alkaline liquids such as ammonia and etching and cleaning solutions. Pumps have a nonsparking motor for use in applications where electricity is unavailable or dangerous.
Pumps | Repair Kits | |||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Temp., ° F | Intake | Discharge | ||||||||||||||||||||
Flow Rate, gpm | For Container Size, gal. | Max. Viscosity, cP | Min. | Max. | Air Pressure, psi | Air Consumption, ft³/min | For Drum Opening Size | Includes | Air Connection | Tube OD | Tube Lg. | Discharge Location | Tube ID | Tube Lg., ft. | Tube Material | Features | Each | Each | ||||
| 16 | 55 | 2,000 | -20 | 150 | 80 to 100 | 32 | 2 NPT | Drum Connector | 1/4 Female NPT | 1 1/2" | 40" | Tube End | 1" | 5 | PVC | 15-ft. Air Hose Assembly, Air Filter/Lubricator, Ball Valve, Muffler | 8243K21 | 000000000 | 8243K62 | 0000000 | ||
| 16 | 55 | 2,000 | 35 | 150 | 80 to 100 | 32 | 2 NPT | Drum Connector | 1/4 Female NPT | 1 5/8" | 40" | Tube End | 1" | 5 | PVC | 15-ft. Air Hose Assembly, Air Filter/Lubricator, Ball Valve, Muffler | 8243K31 | 00000000 | 8243K62 | 000000 | ||
| 22 | 55 | 330 | 35 | 160 | 80 to 100 | 32 | 2 NPT | Drum Connector | 1/4 Female NPT | 2" | 40" | Tube End | 1" | 5 | PVC | 15-ft. Air Hose Assembly, Air Filter/Lubricator, Ball Valve, Muffler | 4296K41 | 00000000 | ——— | 0 | ||
| 22 | 55 | 330 | 35 | 160 | 80 to 100 | 32 | 2 NPT | Drum Connector | 1/4 Female NPT | 2" | 48" | Tube End | 1" | 5 | PVC | 15-ft. Air Hose Assembly, Air Filter/Lubricator, Ball Valve, Muffler | 4296K48 | 00000000 | ——— | 0 | ||
Stainless Steel Long-Life Air-Powered Drum Pumps for Chemicals
 |
A stainless steel construction allows these pumps to be used with aggressive chemicals such as methyl ethyl ketone (MEK) and xylene. Also known as diaphragm pumps, they have few moving parts that can fail for a long service life. Install an air line filter/lubricator to ensure efficiency and reduce wear on the pump.
Repair Kits—Repair kits include balls, O-rings, and diaphragms.
Pumps | Repair Kits | ||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Temp., ° F | Intake | Discharge | |||||||||||||||||||
Flow Rate, gpm | For Container Size, gal. | Max. Viscosity, cP | Min. | Max. | Air Pressure, psi | Air Consumption, ft³/min | For Drum Opening Size | Includes | Air Connection | Connection | Pipe Size | Tube Lg. | Discharge Location | Connection | Pipe Size | Each | Each | ||||
PTFE Diaphragm | |||||||||||||||||||||
| 28 | 55 | 8,000 | 40 | 210 | 100 | 40 | 2 NPT | Drum Connector | 1/4 Female NPT | Threaded | 3/4 Female NPT | 39" | Pump Body | Threaded | 3/4 Female NPT | 8281K16 | 000000000 | 8281K141 | 0000000 | ||
Air-Powered Drum Pumps for Flammable Liquid
 |
These pumps have a motor that is rated for IEC Zone 1, Groups IIB and IIA; and IEC Zone 21, Groups IIIC, IIIB, and IIIA hazardous locations with flammable gases and vapors, so they can be used with liquids such as acetone, ethanol, methyl ethyl ketone (MEK), xylene, and mineral spirits. Motor is nonsparking for use in applications where electricity is unavailable or dangerous. Install an air line filter/lubricator to ensure efficiency and reduce wear on the pump.
Always bond and ground your application for static control. For more information about bonding and grounding, see Sections 1910.106 and 1910.107 of the Federal OSHA Code or see bonding and grounding equipment.
Temp., ° F | Intake | Discharge (Pump Body) | |||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Flow Rate, gpm | For Container Size, gal. | Max. Viscosity, cP | Min. | Max. | Air Pressure, psi | Air Consumption, ft³/min | For Drum Opening Size | Includes | Air Connection | Tube OD | Tube Lg. | Discharge Location | Connection | For Tube ID | Gender | Certification | Features | Each | |||
| 26 | 55 | 1,100 | -40 | 210 | 44 to 87 | 53 | 2 NPT | Drum Connector | 3/8 Female NPT | 1 5/8" | 39" | Pump Body | Barbed | 1" | Male | CE Marked | Bonding and Grounding Wires, Hanger | 2824K39 | 000000000 | ||
| 26 | 55 | 1,100 | -40 | 210 | 44 to 87 | 53 | 2 NPT | Drum Connector | 3/8 Female NPT | 1 5/8" | 47" | Pump Body | Barbed | 1" | Male | CE Marked | Bonding and Grounding Wires, Hanger | 2824K49 | 00000000 | ||
| 53 | 55 | 1,000 | -40 | 210 | 44 to 87 | 53 | 2 NPT | Drum Connector | 3/8 Female NPT | 1 5/8" | 39" | Pump Body | Barbed | 1" | Male | CE Marked | Bonding and Grounding Wires, Hanger | 8252K12 | 00000000 | ||
| 53 | 55 | 1,000 | -40 | 210 | 44 to 87 | 53 | 2 NPT | Drum Connector | 3/8 Female NPT | 1 5/8" | 47" | Pump Body | Barbed | 1" | Male | CE Marked | Bonding and Grounding Wires, Hanger | 8252K14 | 00000000 | ||
Air-Powered Drum Pumps with Sanitary Quick-Clamp Fittings for Food and Beverage
Made for use with food, water, and beverage, these pumps have a sanitary quick-clamp discharge connection for easy cleaning. Wetted parts are FDA compliant. Install an air line filter/lubricator to ensure efficiency and reduce wear on the pump.
Temp., ° F | Intake | Discharge | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Flow Rate, gpm | For Container Size, gal. | Max. Viscosity, cP | Min. | Max. | Air Pressure, psi | Air Consumption, ft³/min | For Drum Opening Size | Includes | Air Connection | Tube OD | Tube Lg. | Discharge Location | Connection | For Tube OD | Food Industry Std. | Each | |||
| 2.5 | 55 | 25,000 | 35 | 180 | 100 | 6 | 2 NPT | Drum Connector | 3/8 Female NPT | 2" | 37 1/2" | Pump Body | Quick Clamp | 1" | FDA Compliant 21 CFR 177.1520, FDA Compliant 21 CFR 177.1550, FDA Compliant 21 CFR 177.2600 | 2936N1 | 000000000 | ||
High-Pressure Air-Powered Drum Pumps for Fuel and Flammable Liquid
 |
Use these pumps with fuel and flammable liquids, such as acetone, ethanol, and gasoline. They handle nearly twice the amount of pressure as other air-powered drum pumps to move high-viscosity liquids. Install an air line filter/lubricator to ensure efficiency and reduce wear on the pump.
Always bond and ground your application for static control. For more information about bonding and grounding, see Sections 1910.106 and 1910.107 of the Federal OSHA Code or see bonding and grounding equipment.
Temp., ° F | Intake | Discharge | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Flow Rate, gpm | For Container Size, gal. | Max. Viscosity, cP | Min. | Max. | Air Pressure, psi | Air Consumption, ft³/min | For Drum Opening Size | Includes | Air Connection | Tube OD | Tube Lg. | Discharge Location | Connection | Pipe Size | Each | |||
| 4 | 55 | 7,500 | 40 | 200 | 0 to 150 | 10 | 2 NPT | Drum Connector | 1/4 Female NPT | 2 1/8" | 33 11/16" | Pump Body | Threaded | 3/4 Female NPT | 4304K51 | 000000000 | ||
Stainless Steel Long-Life Air-Powered Drum Pumps for Food and Beverage
|
These pumps are designed for use in food and beverage applications. Also known as diaphragm pumps, they have few moving parts that can fail for a long service life. Install an air line filter/lubricator to ensure efficiency and reduce wear on the pump.
Repair Kits—Repair kits include balls, O-rings, and diaphragms.
Pumps | Repair Kits | ||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Temp., ° F | Intake | Discharge | |||||||||||||||||||
Flow Rate, gpm | For Container Size, gal. | Max. Viscosity, cP | Min. | Max. | Air Pressure, psi | Air Consumption, ft³/min | For Drum Opening Size | Includes | Air Connection | Connection | For Tube OD | Tube Lg. | Discharge Location | Connection | For Tube OD | Each | Each | ||||
PTFE Diaphragm | |||||||||||||||||||||
| 28 | 55 | 8,000 | 40 | 210 | 100 | 40 | 2 NPT | Drum Connector | 1/4 Female NPT | Quick Clamp | 1" | 39" | Pump Body | Quick Clamp | 1" | 3516K11 | 000000000 | 3516K93 | 0000000 | ||
