














Filter by
For Use On
Thread Size
Maximum Tapping Depth




Flute Type
Drill Bit Material
Overall Length
Drill Bit Finish
Chamfer Type
Material
Container Type

Tap Sizes Included
DFARS Specialty Metals
Export Control Classification Number (ECCN)
Chip-Clearing Tap and Drill Bit Sets for Through Holes
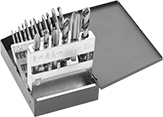 |
Also known as gun taps, the taps in these sets have spiral-point flutes that push chips ahead of the tap and out of through holes. Because they don't need to be reversed to prevent buildup, they produce threads more efficiently than standard taps and are suitable for production work. Taps have a square shank for compatibility with tap wrenches and tap holders for drill presses and milling machines. With a plug chamfer, they have 3-5 chamfered cutting threads, so they're suitable for start-to-finish tapping. All taps and drill bits are made of high-speed steel for use on most metal and plastic.
No. of Pieces | Chamfer Type | Tap Sizes Included | Overall Lg. | Thread Type | No. of Flutes | Pitch Dia. Limit | Drill Bit Sizes Included | Drill Bit Material | Container Type | Mfr. | Each | |||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Uncoated High-Speed Steel Tap | ||||||||||||||
| 18 | Plug | 6-32 8-32 10-24 10-32 1/4"-20 5/16"-18 3/8"-16 7/16"-14 1/2"-13 | 2" 2 1/8" 2 3/8" 2 1/2" 2 23/32" 2 15/16" 3 5/32" 3 3/8" | UNC, UNF | 2, 3 | H3 | 27/64" 5/16" 36 ga. 29 ga. 25 ga. 21 ga. 7 ga. F U | Black-Oxide High-Speed Steel | Metal Case | Chicago-Latrobe | 27275A27 | 0000000 | ||
Gold-Oxide High-Speed Steel Tap | ||||||||||||||
| 18 | Plug | M2.5 × 0.45 mm M3 × 0.5 mm M3.5 × 0.6 mm M4 × 0.7 mm M5 × 0.8 mm M6 × 1.00 mm M8 × 1.25 mm M10 × 1.5 mm M12 × 1.75 mm | 1 13/16" 1 15/16" 2" 2 1/8" 2 3/8" 2 1/2" 2 23/32" 2 15/16" 3 3/8" | Metric | 2, 3 | D3, D4, D5, D6 | 2.05 mm 2.5 mm 2.9 mm 3.3 mm 4.2 mm 5 mm 6.7 mm 8.5 mm 10.2 mm | Black/Gold Oxide High-Speed Steel | Metal Case | Viking Norseman Drill | 27275A11 | 000000 | ||
Tap and Drill Bit Sets
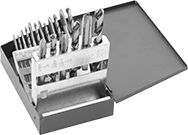 | 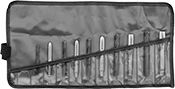 |
Metal Case | Plastic Pouch |
No. of Pieces | Chamfer Type | Tap Sizes Included | Overall Lg. | Thread Type | No. of Flutes | Pitch Dia. Limit | Drill Bit Sizes Included | Drill Bit Material | Container Type | Mfr. | Each | |||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Uncoated High-Speed Steel Tap | ||||||||||||||
| 10 | Plug | 1 each of sizes: 1/4"-20 5/16"-18 3/8"-16 7/16"-14 1/2"-13 | 2 1/2" 2 23/32" 2 15/16" 3 5/32" 3 3/8" | UNC | 4 | Not Rated | 27/64" 5/16" 7 ga. F U | Black-Oxide High-Speed Steel | Plastic Pouch | Chicago-Latrobe | 26175A72 | 000000 | ||
| 18 | Plug | 1 each of sizes: 6-32 8-32 10-24 10-32 1/4-20 5/16-18 3/8-16 7/16-14 1/2-13 | 2" 2 1/8" 2 3/8" 2 1/2" 2 23/32" 2 15/16" 3 5/32" 3 3/8" | UNC, UNF | 3, 4 | H3 | 27/64" 5/16" 36 ga. 29 ga. 25 ga. 21 ga. 7 ga. F U | Uncoated High-Speed Steel | Metal Case | Republic Drill | 2610A11 | 000000 | ||
| 18 | Plug | 1 each of sizes: 6-40 8-36 10-24 10-32 1/4-28 5/16-24 3/8-24 7/16-20 1/2-20 | 2" 2 1/8" 2 3/8" 2 1/2" 2 23/32" 2 15/16" 3 5/32" 3 3/8" | UNC, UNF | 3, 4 | H2, H3 | 29/64" 25/64" 33 ga. 29 ga. 25 ga. 21 ga. 3 ga. I Q | Uncoated High-Speed Steel | Metal Case | Republic Drill | 2610A12 | 000000 | ||
| 18 | Plug | 1 each of sizes: M2.5 × 0.45 mm M3 × 0.50 mm M3.5 × 0.60 mm M4 × 0.70 mm M5 × 0.80 mm M6 × 1.00 mm M8 × 1.25 mm M10 × 1.50 mm M12 × 1.75 mm | 1 3/4" 1 15/16" 2" 2 1/8" 2 3/8" 2 1/2" 2 23/32" 2 15/16" 3 3/8" | Metric | 3, 4 | D3, D4, D5, D6 | 2.05 mm 2.5 mm 2.9 mm 3.3 mm 4.2 mm 5.0 mm 6.7 mm 8.5 mm 10.2 mm | Uncoated High-Speed Steel | Metal Case | Chicago-Latrobe | 26175A12 | 000000 | ||
Uncoated Cobalt Steel Tap | ||||||||||||||
| 18 | Plug | 1 each of sizes: 6-32 8-32 10-24 10-32 1/4-20 5/16-18 3/8-16 7/16-14 1/2-13 | 2" 2 1/8" 2 3/8" 2 1/2" 2 23/32" 2 15/16" 3 5/32" 3 3/8" | UNC, UNF | 2, 3 | H3 | 27/64" 5/16" 36 ga. 29 ga. 25 ga. 21 ga. 7 ga. F U | Uncoated Cobalt Steel | Metal Case | Republic Drill | 2610A13 | 000000 | ||
Black-Oxide High-Speed Steel Tap | ||||||||||||||
| 18 | Plug | 1 each of sizes: 6-32 8-32 10-24 10-32 1/4-20 5/16-18 3/8-16 7/16-14 1/2-13 | 2" 2 1/8" 2 3/8" 2 1/2" 2 23/32" 2 15/16" 3 5/32" 3 3/8" | UNC, UNF | 3, 4 | H3 | 27/64" 5/16" 36 ga. 29 ga. 25 ga. 21 ga. 7 ga. F U | Black/Gold Oxide High-Speed Steel | Metal Case | Cle-Line | 26175A11 | 000000 | ||
Titanium Nitride (TiN)-Coated High-Speed Steel Tap | ||||||||||||||
| 18 | Plug | 1 each of sizes: 6-32 8-32 10-24 10-32 1/4-20 5/16-18 3/8-16 7/16-14 1/2-13 | 2" 2 1/8" 2 3/8" 2 1/2" 2 23/32" 2 15/16" 3 5/32" 3 3/8" | UNC, UNF | 3, 4 | H3 | 27/64" 5/16" 36 ga. 29 ga. 25 ga. 21 ga. 7 ga. F U | Titanium Nitride (TiN)-Coated High-Speed Steel | Metal Case | Cle-Line | 26175A13 | 000000 | ||
Drill Taps
Spiral Flute |
Thread | Drill Bit | Plug Chamfer | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Size | Lg. | Overall Lg. | Size | Decimal Size Equiv. | Point Angle | Flute Type | No. of Flutes | Thread Type | Pitch Dia. Limit | Mfr. | Each | |||
Titanium Nitride (TiN)-Coated High-Speed Steel | ||||||||||||||
| 5/16"-18 | 15/16" | 2 23/32" | F | 0.257" | 118° | Spiral | 2 | UNC | H3 | GWS | 2748A88 | 000000 | ||
| M8 × 1.25 mm | 15/16" | 2 23/32" | 6.7 mm | 0.2637" | 118° | Spiral | 2 | Metric | D6 | GWS | 2748A96 | 00000 | ||
Cobalt Steel Drill/Mill End Mills
 | |
Drill/Mill Cut Style |
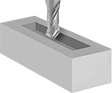
Made of cobalt steel, these end mills have good heat and wear resistance, so they can run at high speeds in hard material. A 90° pointed tip allows them to be used for drilling as well as for slotting, profiling, and chamfering cuts. All are center cutting, allowing plunge cuts into a surface.
Uncoated Cobalt Steel—Use uncoated end mills for general purpose milling and short production runs.
Titanium Nitride (TiN)-Coated Cobalt Steel—Use titanium nitride (TiN)-coated end mills for demanding, high-speed jobs in hard material as well as for longer production runs. They’re more wear resistant than uncoated end mills, which means they last longer when run at similar speeds.
Mill | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Dia. | Dia. Tolerance | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Point Angle | Helix Angle | For Use On | End Mill Type | Cut Style | Mfr. | Each | |||
Uncoated Cobalt Steel | |||||||||||||||
2 Flutes | |||||||||||||||
| 7/16" | 0.0000" to 0.0015" | 3/8" | 1 1/32" | 2 23/32" | Equal | 90° | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | Drill/Mill | Melin Tool | 2957A14 | 000000 | ||
Titanium Nitride (TiN)-Coated Cobalt Steel | |||||||||||||||
2 Flutes | |||||||||||||||
| 7/16" | 0.0000" to 0.0015" | 3/8" | 1 1/32" | 2 23/32" | Equal | 90° | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | Drill/Mill | Melin Tool | 8877A54 | 00000 | ||
