


























Filter by
System of Measurement
Length Class
For Use On
Drill Bit Point Type
Finish
Bit Style
Shank Type
Flute Direction
Material
Length
Sold As
Overall Length


DFARS Specialty Metals
Export Control Classification Number (ECCN)
RoHS
Specifications Met

About Drill Bits
Compare material, finish, length class, and decimal size equivalents.
High-Speed Steel Drill Bits
Short Length Round Shank |
Split |
Our basic drill bits are also the most versatile. Cut holes in a variety of metals, from the softest aluminum to the hardest steel.
Short Length—The most rigid bits for drilling the straightest holes.
Black Oxide—The dark finish increases wear resistance and reduces friction to improve chip flow, so these bits can last 50% longer than uncoated bits.
Titanium Nitride (TiN) Coated—Drill at higher speeds and last longer than uncoated and oxide-coated bits, especially on tough materials like hardened steel and nickel.
Shank | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
Drill Bit Size, mm | Decimal Size Equiv. | Overall Lg., mm | Max. Drilling Dp., mm | Type | Size | Drill Bit Point Type | Each | |||
Short Length | ||||||||||
Black Oxide | ||||||||||
| 6.8 | 0.2677" | 74 | 20.4 | Round | 6.8 mm | Split | 28255A47 | 00000 | ||
| 6.9 | 0.2717" | 74 | 34 | Round | 6.9 mm | Split | 28255A119 | 0000 | ||
| 7.0 | 0.2756" | 74 | 19.9 | Round | 7 mm | Split | 28255A49 | 0000 | ||
| 7.2 | 0.2835" | 74 | 34 | Round | 7.2 mm | Split | 28255A121 | 0000 | ||
| 7.5 | 0.2953" | 74 | 18.9 | Round | 7.5 mm | Split | 28255A51 | 0000 | ||
Titanium Nitride (TiN) Coated | ||||||||||
| 6.8 | 0.2677" | 74 | 17 | Round | 6.8 mm | Split | 2979N59 | 0000 | ||
| 7.5 | 0.2953" | 74 | 18.7 | Round | 7.5 mm | Split | 2979N61 | 0000 | ||
Carbide Drill/Mill End Mills
 | |
Drill/Mill Cut Style | 4 Flutes |
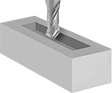
Made of solid carbide, these end mills are harder, stronger, and more wear resistant than cobalt steel for the longest life and best finish on hard material. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking. A 90° pointed tip allows them to be used for drilling as well as for slotting, profiling, and chamfering cuts. All are center cutting, allowing plunge cuts into a surface.
Uncoated Carbide—Use uncoated end mills for general purpose milling and short production runs.
4 Flutes—End mills with four flutes provide a finer finish and operate with less vibration when run at high speeds.
Mill, mm | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Dia. | Dia. Tolerance | Shank Dia., mm | Lg. of Cut, mm | Overall Lg., mm | Flute Spacing | Point Angle | Helix Angle | For Use On | End Mill Type | Cut Style | Each | |||
Uncoated Carbide | ||||||||||||||
4 Flutes | ||||||||||||||
| 12 | -0.051 to 0.000 | 12 | 25 | 74 | Equal | 90° | 30° | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | Drill/Mill | 8747A316 | 000000 | ||
Carbide Square End Mills for Carbon Fiber, Fiberglass, and Graphite
4 Flutes |
Mill, mm | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Dia. | Dia. Tolerance | Shank Dia., mm | Lg. of Cut, mm | Overall Lg., mm | Flute Spacing | Helix Angle | For Use On | End Mill Type | Cut Style | Each | |||
Diamondlike Carbon (DLC)-Coated Carbide | |||||||||||||
4 Flutes | |||||||||||||
| 12 | -0.012 to 0.012 | 12 | 32 | 74 | Equal | 33° | Carbon Fiber, Fiberglass, Graphite | Center Cutting | Square | 4119A823 | 0000000 | ||
Carbide Ball End Mills
 |
Ball Cut Style |
2 Flutes |
4 Flutes |
For longer tool life and a better finish in general purpose milling applications, these solid carbide end mills are harder, stronger, and more wear resistant than high-speed steel and cobalt steel end mills. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking. They have a ball end for milling rounded slots, slopes, and contours. All are center cutting, allowing plunge cuts into a surface.
End mills with fewer flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts; end mills with more flutes provide a finer finish and operate with less vibration when run at high speeds.
Uncoated Carbide—Use uncoated end mills for general purpose milling and short production runs.
Mill, mm | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Dia. | Dia. Tolerance | Shank Dia., mm | Lg. of Cut, mm | Overall Lg., mm | Flute Spacing | Helix Angle | For Use On | End Mill Type | Cut Style | Each | |||
Uncoated Carbide | |||||||||||||
2 Flutes | |||||||||||||
| 12 | -0.0510 to 0.0000 | 12 | 25 | 74 | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | Ball | 8878A116 | 000000 | ||
4 Flutes | |||||||||||||
| 12 | -0.0510 to 0.0000 | 12 | 25 | 74 | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | Ball | 8878A162 | 00000 | ||
Roughing Carbide Square End Mills
Mill, mm | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Dia. | Dia. Tolerance | Shank Dia., mm | Lg. of Cut, mm | Overall Lg., mm | Flute Pitch | Flute Spacing | Helix Angle | For Use On | End Mill Type | Cut Style | Each | |||
Titanium Nitride (TiN)-Coated Carbide | ||||||||||||||
4 Flutes | ||||||||||||||
| 12 | -0.089 to 0.0000 | 12 | 25 | 74 | Coarse | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | Square | 87825A414 | 0000000 | ||
Titanium Aluminum Nitride (TiAlN)-Coated Carbide | ||||||||||||||
4 Flutes | ||||||||||||||
| 12 | -0.089 to 0.0000 | 12 | 25 | 74 | Coarse | Equal | 30° | Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | Square | 87825A422 | 000000 | ||
Carbide Chamfering End Mills
 |
Chamfering Cut Style |
2 Flutes |
4 Flutes |
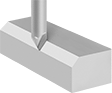
Made of solid carbide, these end mills are harder, stronger, and more wear resistant than high-speed steel and cobalt steel for the longest life and best finish on hard material. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking. They have an angled profile for making chamfer, bevel, and other angled cuts.
Uncoated Carbide—Use uncoated end mills for general purpose milling and short production runs. They will stay sharper than coated end mills and leave a better finish on soft materials like aluminum.
Titanium Aluminum Nitride (TiAlN)-Coated Carbide—Use titanium aluminum nitride (TiAlN)-coated end mills for demanding, high-speed jobs in hard material as well as for longer production runs. The coating reduces friction and vibration as they’re used, making them more wear resistant than uncoated end mills. They dissipate heat better than other end mills, especially at high speeds. At high temperatures, the coating creates a layer of aluminum oxide that transfers heat to the chips, keeping the tool cool, even when used without lubrication.
2 Flutes—End mills with two or three flutes provide better chip clearance for high-volume, high-speed roughing cuts.
4 Flutes—End mills with four flutes provide a finer finish and operate with less vibration when run at high speeds.
Mill, mm | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
Dia. | Dia. Tolerance | Shank Dia., mm | Lg. of Cut, mm | Overall Lg., mm | Flute Spacing | For Use On | Cut Style | Each | |||
Uncoated Carbide | |||||||||||
2 Flutes—60° Cutting Angle | |||||||||||
| 12 | -0.007 to 0.000 | 12 | 10.39 | 74 | Equal | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Chamfering | 3073A134 | 000000 | ||
2 Flutes—82° Cutting Angle | |||||||||||
| 12 | -0.007 to 0.000 | 12 | 6.9 | 74 | Equal | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Chamfering | 3073A147 | 00000 | ||
2 Flutes—90° Cutting Angle | |||||||||||
| 12 | -0.007 to 0.000 | 12 | 6 | 74 | Equal | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Chamfering | 3073A161 | 00000 | ||
4 Flutes—60° Cutting Angle | |||||||||||
| 12 | -0.007 to 0.000 | 12 | 10.39 | 74 | Equal | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Chamfering | 3073A174 | 00000 | ||
4 Flutes—82° Cutting Angle | |||||||||||
| 12 | -0.007 to 0.000 | 12 | 6.9 | 74 | Equal | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Chamfering | 3073A187 | 00000 | ||
4 Flutes—90° Cutting Angle | |||||||||||
| 12 | -0.007 to 0.000 | 12 | 6 | 74 | Equal | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Chamfering | 3073A201 | 00000 | ||
Titanium Aluminum Nitride (TiAlN)-Coated Carbide | |||||||||||
2 Flutes—60° Cutting Angle | |||||||||||
| 12 | -0.007 to 0.000 | 12 | 10.39 | 74 | Equal | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Chamfering | 3073A141 | 00000 | ||
2 Flutes—82° Cutting Angle | |||||||||||
| 12 | -0.007 to 0.000 | 12 | 6.9 | 74 | Equal | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Chamfering | 3073A154 | 00000 | ||
2 Flutes—90° Cutting Angle | |||||||||||
| 12 | -0.007 to 0.000 | 12 | 6 | 74 | Equal | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Chamfering | 3073A167 | 00000 | ||
4 Flutes—60° Cutting Angle | |||||||||||
| 12 | -0.007 to 0.000 | 12 | 10.39 | 74 | Equal | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Chamfering | 3073A181 | 00000 | ||
4 Flutes—82° Cutting Angle | |||||||||||
| 12 | -0.007 to 0.000 | 12 | 6.9 | 74 | Equal | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Chamfering | 3073A194 | 00000 | ||
4 Flutes—90° Cutting Angle | |||||||||||
| 12 | -0.007 to 0.000 | 12 | 6 | 74 | Equal | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Chamfering | 3073A207 | 00000 | ||
Carbide Square End Mills
 |  |  |
2 Flutes | 3 Flutes | 4 Flutes |
Mill, mm | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Dia. | Dia. Tolerance | Shank Dia., mm | Lg. of Cut, mm | Overall Lg., mm | Flute Spacing | Helix Angle | For Use On | End Mill Type | Cut Style | Each | |||
Uncoated Carbide | |||||||||||||
2 Flutes | |||||||||||||
| 12 | -0.0510 to 0.0000 | 12 | 25 | 74 | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | Square | 8940A38 | 000000 | ||
3 Flutes | |||||||||||||
| 12 | -0.0510 to 0.0000 | 12 | 25 | 74 | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | Square | 8945A38 | 00000 | ||
4 Flutes | |||||||||||||
| 12 | -0.0510 to 0.0000 | 12 | 25 | 74 | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | Square | 29605A27 | 00000 | ||
Titanium Nitride (TiN)-Coated Carbide | |||||||||||||
2 Flutes | |||||||||||||
| 12 | -0.0510 to 0.0000 | 12 | 25 | 74 | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | Square | 8866A381 | 00000 | ||
3 Flutes | |||||||||||||
| 12 | -0.0510 to 0.0000 | 12 | 25 | 74 | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | Square | 8931A381 | 00000 | ||
4 Flutes | |||||||||||||
| 12 | -0.0510 to 0.0000 | 12 | 25 | 74 | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | Square | 8780A381 | 00000 | ||
Titanium Carbon Nitride (TiCN)-Coated Carbide | |||||||||||||
2 Flutes | |||||||||||||
| 12 | -0.0510 to 0.0000 | 12 | 25 | 74 | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Iron, Plastic, Stainless Steel, Steel | Center Cutting | Square | 8866A382 | 00000 | ||
3 Flutes | |||||||||||||
| 12 | -0.0510 to 0.0000 | 12 | 25 | 74 | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Iron, Plastic, Stainless Steel, Steel | Center Cutting | Square | 8931A382 | 00000 | ||
4 Flutes | |||||||||||||
| 12 | -0.0510 to 0.0000 | 12 | 25 | 74 | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Iron, Plastic, Stainless Steel, Steel | Center Cutting | Square | 8780A382 | 00000 | ||
Titanium Aluminum Nitride (TiAlN)-Coated Carbide | |||||||||||||
2 Flutes | |||||||||||||
| 12 | -0.0510 to 0.0000 | 12 | 25 | 74 | Equal | 30° | Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | Square | 8866A383 | 00000 | ||
3 Flutes | |||||||||||||
| 12 | -0.0510 to 0.0000 | 12 | 25 | 74 | Equal | 30° | Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | Square | 8931A383 | 00000 | ||
4 Flutes | |||||||||||||
| 12 | -0.0510 to 0.0000 | 12 | 25 | 74 | Equal | 30° | Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | Square | 8780A383 | 00000 | ||
