


























Filter by
Number of Flutes

Length of Cut
For Use On
Cut Style


End Mill Type


Finish
Shank Type
Export Control Classification Number (ECCN)
Flute Type
Number of Milling Ends
Sold As
DFARS Specialty Metals
Performance
Flute Pitch
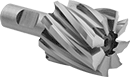
High-Speed Steel Square End Mills
 |
8 Flutes |
Use these end mills for general purpose milling in most material, such as aluminum, brass, bronze, iron, and steel. They have a square end for milling square slots, pockets, and edges.
End mills with fewer flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts; end mills with more flutes provide a finer finish and operate with less vibration when run at high speeds.
Uncoated High-Speed Steel—Use uncoated end mills for general purpose milling and short production runs.
Noncenter Cutting—Noncenter-cutting end mills are for operations where the peripheral teeth do most of the work, such as shoulder milling, contouring, and finishing. They cannot be used for plunge cuts.
Mill | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Dia. | Dia. Tolerance | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Cut Style | Each | |||
Uncoated High-Speed Steel | |||||||||||||
8 Flutes | |||||||||||||
| 1 1/2" | 0.000" to 0.002" | 3/4" | 2" | 4 1/4" | Equal | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Noncenter Cutting | Square | 3057A59 | 0000000 | ||
| 2" | 0.000" to 0.001" | 3/4" | 2" | 4 1/4" | Equal | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Noncenter Cutting | Square | 3052A721 | 000000 | ||
Roughing Cobalt Steel Ball End Mills
 | 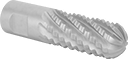 |
Ball Cut Style | 8 Flutes |
Serrations along the cutting edge act as chip breakers, so these end mills can remove large amounts of material at high speeds without sacrificing tool life. With better heat and wear resistance than high-speed steel, these cobalt steel end mills can run at higher speeds and provide better performance on hard material, such as stainless steel, titanium, and tool steel. They have a coarse pitch and create large chips, so they’re also more efficient when working on soft metals such as aluminum, brass, and bronze. They have a ball end for milling rounded slots, slopes, and contours. All are center cutting, allowing plunge cuts into a surface.
End mills with fewer flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts. End mills with more flutes provide a finer finish and operate with less vibration when run at high speeds.
Mill | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Dia. | Dia. Tolerance | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Pitch | Flute Spacing | Helix Angle | For Use On | End Mill Type | Cut Style | Each | |||
Uncoated Cobalt Steel | ||||||||||||||
8 Flutes | ||||||||||||||
| 2" | -0.0031" to 0.0031" | 2" | 4" | 7 3/4" | Coarse | Equal | 30° | Aluminum, Brass, Bronze, Copper, Stainless Steel, Titanium, Tool Steel | Center Cutting | Ball | 8427N24 | 0000000 | ||
| 2" | -0.0031" to 0.0031" | 2" | 6" | 9 3/4" | Coarse | Equal | 30° | Aluminum, Brass, Bronze, Copper, Stainless Steel, Titanium, Tool Steel | Center Cutting | Ball | 8427N25 | 000000 | ||
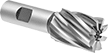
Cobalt Steel Square End Mills
 |
8 Flutes |
With better heat and wear resistance than high-speed steel, these cobalt steel end mills can run at higher speeds and provide better performance on hard material, such as iron, hardened steel, titanium, and tool steel. They have a square end for milling square slots, pockets, and edges.
End mills with fewer flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts; end mills with more flutes provide a finer finish and operate with less vibration when run at high speeds.
Uncoated Cobalt Steel—Use uncoated end mills for general purpose milling and short production runs.
Noncenter Cutting—Noncenter-cutting end mills are for operations where the peripheral teeth do most of the work, such as shoulder milling, contouring, and finishing. They cannot be used for plunge cuts.
Mill | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Dia. | Dia. Tolerance | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Cut Style | Each | |||
Uncoated Cobalt Steel | |||||||||||||
8 Flutes | |||||||||||||
| 1" | 0.000" to 0.0015" | 1/2" | 3/4" | 2 3/4" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Noncenter Cutting | Square | 3057A27 | 000000 | ||
| 1" | 0.000" to 0.0015" | 5/8" | 3/4" | 2 7/8" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Noncenter Cutting | Square | 3057A53 | 000000 | ||
| 1" | 0.000" to 0.0015" | 3/4" | 3/4" | 3" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Noncenter Cutting | Square | 3057A54 | 000000 | ||
| 1" | 0.000" to 0.0015" | 3/4" | 1 1/2" | 3 7/8" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Noncenter Cutting | Square | 3057A55 | 000000 | ||
| 1 1/8" | 0.000" to 0.0015" | 5/8" | 3/4" | 2 7/8" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Noncenter Cutting | Square | 3057A29 | 000000 | ||
| 1 1/8" | 0.000" to 0.0015" | 3/4" | 3/4" | 3" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Noncenter Cutting | Square | 3057A56 | 000000 | ||
| 1 1/8" | 0.000" to 0.0015" | 3/4" | 1 1/2" | 3 7/8" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Noncenter Cutting | Square | 3057A57 | 000000 | ||
| 1 1/4" | 0.000" to 0.0015" | 3/4" | 1 1/2" | 3 7/8" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Noncenter Cutting | Square | 3057A58 | 000000 | ||
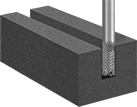
Fast-Cut Carbide Barrel End Mills
 |
Barrel Cut Style |
8 Flutes |
Variable spacing between the flutes reduces vibration, allowing these end mills to provide fast cuts, smooth finishes, and long tool life on hard materials. Also known as barrel cutters, these end mills create the smooth finish of a ball end mill, but with a tapered cutting surface that removes more material with each pass. They're ideal for 5-axis machining where you need to cut from many angles. Plus, compared to ball end mills, they move farther between overlapping passes (stepover), which decreases machining time and tool wear, so they’ll last longer. All are center cutting, allowing plunge cuts into a surface.
Made of solid carbide, these end mills are harder, stronger, and more wear resistant than high-speed steel and cobalt steel for the longest life and best finish on hard material. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking. A titanium aluminum silicon nitride (TiAlSiN) coating makes them extremely resistant to wear and diffusion because they have especially high hardness, even at high temperatures.
End mills with fewer flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts; end mills with more flutes provide a finer finish and operate with less vibration when run at high speeds.
Mill, mm | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Dia. | Dia. Tolerance | Max. Taper Dia., mm | Shank Dia., mm | Lg. of Cut, mm | Overall Lg., mm | Flute Spacing | Helix Angle | For Use On | End Mill Type | Cut Style | Each | |||
Titanium Aluminum Silicon Nitride (TiAlSiN)-Coated Carbide | ||||||||||||||
8 Flutes | ||||||||||||||
| 2.5 | -0.01 to 0.01 | 6 | 12 | 14.4 | 100 | Variable | 10° to 43° | Brass, Bronze, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | Barrel | 8410N18 | 0000000 | ||
| 3 | -0.01 to 0.01 | 5 | 16 | 18.5 | 109 | Variable | 10° to 43° | Brass, Bronze, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | Barrel | 8410N29 | 000000 | ||
| 3 | -0.01 to 0.01 | 5 | 16 | 27.5 | 109 | Variable | 10° to 43° | Brass, Bronze, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | Barrel | 8410N22 | 000000 | ||
| 3 | -0.01 to 0.01 | 6 | 12 | 13.5 | 100 | Variable | 10° to 43° | Brass, Bronze, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | Barrel | 8410N17 | 000000 | ||
| 4 | -0.01 to 0.01 | 5 | 16 | 21 | 109 | Variable | 10° to 43° | Brass, Bronze, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | Barrel | 8410N24 | 000000 | ||
| 4 | -0.01 to 0.01 | 5 | 16 | 24 | 109 | Variable | 10° to 43° | Brass, Bronze, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | Barrel | 8410N23 | 000000 | ||
| 4 | -0.01 to 0.01 | 5 | 16 | 28.5 | 109 | Variable | 10° to 43° | Brass, Bronze, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | Barrel | 8410N26 | 000000 | ||
| 4 | -0.01 to 0.01 | 8 | 16 | 18.5 | 109 | Variable | 10° to 43° | Brass, Bronze, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | Barrel | 8410N25 | 000000 | ||
Diamond-Coated Router Bits for Composites
Diamond-Coated Carbide
 |  | |
Square Cut Style | Drill/Mill Cut Style—Plunge-Cut | Square Cut Style—Plunge-Cut |
Square Cut Style Straight Flutes | Square Cut Style Spiral Flute | Drill/Mill Cut Style—Plunge-Cut, Straight Flutes |
 |  | |
Drill/Mill Cut Style—Plunge-Cut, Diamond-Pattern Flutes | Square Cut Style—Plunge-Cut, Roughed Spiral Flute | Square Cut Style—Plunge-Cut, Diamond-Pattern Flutes |
Cutting Dia. | Lg. of Cut | Shank Dia. | Overall Lg. | No. of Flutes | For Tool Type | For Use On | Each | |||
|---|---|---|---|---|---|---|---|---|---|---|
Square Cut Style | ||||||||||
Straight Flutes | ||||||||||
| 6 mm | 15 mm | 6 mm | 65 mm | 8 | CNC Machine | Fiber-Reinforced Plastic, Composite | 6582N21 | 0000000 | ||
Spiral Flutes with Upward Chip Removal | ||||||||||
| 1/4" | 3/4" | 1/4" | 2 1/2" | 8 | Router Table, CNC Machine | Carbon Fiber, Fiberglass, Composite | 6582N104 | 000000 | ||
| 1/4" | 1" | 1/4" | 3" | 8 | Router Table, CNC Machine | Carbon Fiber, Fiberglass, Composite | 6582N105 | 000000 | ||
Diamond-Pattern Flutes | ||||||||||
| 1/4" | 1/2" | 1/4" | 2 1/2" | 8 | Router Table, CNC Machine | Carbon Fiber, Composite | 6582N69 | 000000 | ||
| 1/4" | 3/4" | 1/4" | 2 1/2" | 8 | Router Table, CNC Machine | Carbon Fiber, Composite | 6582N71 | 000000 | ||
| 1/4" | 1" | 1/4" | 3" | 8 | Router Table, CNC Machine | Carbon Fiber, Composite | 6582N76 | 000000 | ||
| 1/4" | 1 1/4" | 1/4" | 4" | 8 | Router Table, CNC Machine | Carbon Fiber, Composite | 6582N79 | 000000 | ||
Drill/Mill Cut Style—Plunge-Cut | ||||||||||
Straight Flutes | ||||||||||
| 6 mm | 18 mm | 6 mm | 65 mm | 8 | CNC Machine | Fiber-Reinforced Plastic, Composite | 6582N33 | 000000 | ||
Diamond-Pattern Flutes | ||||||||||
| 1/4" | 1" | 1/4" | 3" | 8 | Router Table, CNC Machine | Carbon Fiber, Composite | 6582N99 | 000000 | ||
Square Cut Style—Plunge-Cut | ||||||||||
Straight Flutes | ||||||||||
| 6 mm | 15 mm | 6 mm | 65 mm | 8 | CNC Machine | Fiber-Reinforced Plastic, Composite | 6582N26 | 000000 | ||
Diamond-Pattern Flutes | ||||||||||
| 1/8" | 1/2" | 1/8" | 1 1/2" | 8 | Router Table, CNC Machine | Carbon Fiber, Composite | 6582N89 | 00000 | ||
| 3/16" | 3/4" | 3/16" | 2" | 8 | Router Table, CNC Machine | Carbon Fiber, Composite | 6582N92 | 000000 | ||
Roughed Spiral Flutes with Upward Chip Removal | ||||||||||
| 7/16" | 1 5/16" | 1/2" | 3" | 8 | Router Table, CNC Machine | Carbon Fiber, Fiberglass, Composite | 6582N119 | 000000 | ||
| 31/64" | 1 1/2" | 1/2" | 3" | 8 | Router Table, CNC Machine | Carbon Fiber, Fiberglass, Composite | 6582N121 | 000000 | ||
| 1/2" | 1" | 1/2" | 3" | 8 | Router Table, CNC Machine | Carbon Fiber, Fiberglass, Composite | 6582N122 | 000000 | ||
| 1/2" | 1 1/2" | 1/2" | 3" | 8 | Router Table, CNC Machine | Carbon Fiber, Fiberglass, Composite | 6582N123 | 000000 | ||
Fast-Cut Carbide Square End Mills with Chamfer Corner
 |
8 Flutes |
Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Chamfer Wd. | Corner Cutting Angle | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Titanium Aluminum Nitride (TiAlN)-Coated Carbide—8 Flutes | |||||||||||||
| 3/4" | 3/4" | 1 1/2" | 4" | 0.006" | 45° | Variable | 45° | Stainless Steel, Titanium | Center Cutting | 8207A521 | 0000000 | ||
| 3/4" | 3/4" | 2 1/4" | 5" | 0.006" | 45° | Variable | 45° | Stainless Steel, Titanium | Center Cutting | 8207A528 | 000000 | ||
Roughing High-Speed Steel Square End Mills
 |
8 Flutes |
Serrations along the cutting edge act as chip breakers, so these end mills can remove large amounts of material at high speeds. They are high-speed steel for general purpose milling in most material, such as aluminum, brass, bronze, iron, and steel. Their square end makes them good for milling square slots and edges.
End mills with fewer flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts; end mills with more flutes provide a finer finish and operate with less vibration when run at high speeds.
Noncenter Cutting—Noncenter-cutting end mills are for operations where the peripheral teeth do most of the work, such as shoulder milling, contouring, and finishing. They cannot be used for plunge cuts.
Mill | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Dia. | Dia. Tolerance | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Pitch | Flute Spacing | Helix Angle | For Use On | End Mill Type | Cut Style | Each | |||
Uncoated High-Speed Steel | ||||||||||||||
8 Flutes | ||||||||||||||
| 2" | -0.005" to 0.005" | 3/4" | 1 1/8" | 3 3/8" | Coarse | Equal | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Noncenter Cutting | Square | 8819A75 | 0000000 | ||
Carbide Square End Mills for Honeycomb Panels
8 Flutes |
Mill, mm | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Dia. | Dia. Tolerance | Shank Dia., mm | Lg. of Cut, mm | Overall Lg., mm | Flute Spacing | Helix Angle | For Use On | End Mill Type | Cut Style | Each | |||
Diamond-Coated Carbide | |||||||||||||
8 Flutes | |||||||||||||
| 10 | -0.02 to 0.08 | 10 | 30 | 90 | Equal | 15° | Carbon Fiber, Fiberglass, Graphite | Center Cutting | Square | 8388N13 | 0000000 | ||
Roughing Cobalt Steel Square End Mills
 |
8 Flutes Coarse Pitch |
Coarse Pitch | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |||
Uncoated Cobalt Steel | |||||||||||
8 Flutes | |||||||||||
| 2" | 3/4" | 1 1/8" | 3 3/8" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Noncenter Cutting | 8817A71 | 0000000 | ||
Titanium Carbon Nitride (TiCN)-Coated Cobalt Steel | |||||||||||
8 Flutes | |||||||||||
| 2" | 3/4" | 1 1/8" | 3 3/8" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Noncenter Cutting | 88335A66 | 000000 | ||
