



















Filter by
Mill Diameter
For Use On
Cut Style



Shank Type
Component
Arbor Hole Diameter
Inscribed Circle Diameter (IC)
Cut Type
REACH
RoHS
DFARS Specialty Metals
Export Control Classification Number (ECCN)
Rake Angle Type

Finish
Number of Cutting Edges
Insert Width
Replaceable Carbide-Insert Square End Mill Holders for Manual Milling Machines
 |  |
Square Cut Style | End Mill Body Shown with Inserts (Sold Separately) |
Use these tools with low-horsepower, manual milling machines. They have clamps for holding inserts that do not have a mounting hole. Replaceable carbide-insert end mills reduce waste and cost in high-volume jobs—when the cutting edges dull, replace the carbide inserts instead of the entire tool. End mills have a square cut style for milling square slots, pockets, and edges. All are noncenter-cutting for operations where the sides of the teeth do most of the work, such as shoulder milling, contouring, and finishing. They cannot be used for plunge cuts.
R8 Taper Shank—R8-shank end mills have internal threads on the tapered end for connecting to a drawbar.
Shank Thread | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Mill Dia. | Gender | Size | Overall Lg. | No. of Inserts Req. | Cut Style | Material | End Mill Type | Each | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
R8 Taper Shank | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3" | Female | 7/16"-20 | 5 7/8" | 5 | Square | Black-Oxide Steel | Noncenter Cutting | 8902A57 | 0000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
Titanium Nitride (TiN)-Coated Carbide—Carbide inserts have a wear-resistant titanium-nitride (TiN) coating.
Each | Package | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Tip Radius | Insert Code | Insert Size | Thk. | For Use On | Each | Pkg. Qty. | Pkg. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Titanium Nitride (TiN)-Coated Carbide | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/64" | TPG-321 | 3/8" | 1/8" | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | 7376A171 | 000000 | 10 | 7376A255 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/32" | TPG-322 | 3/8" | 1/8" | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | 7376A172 | 00000 | 10 | 7376A357 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3/64" | TPG-323 | 3/8" | 1/8" | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | 7376A193 | 00000 | 10 | 7376A52 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/16" | TPG-324 | 3/8" | 1/8" | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | 7376A194 | 00000 | 10 | 7376A573 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Carbide Inserts for Replaceable Carbide-Insert Face Milling Cutters
 |
 |
Individual Carbide Insert Case |
 |
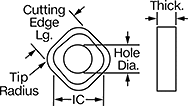 |
For Use On | For Mill Dia. | IC Dia. | Cutting Edge Lg. | Thk. | Hole Dia. | No. of Cutting Edges | Tip Radius | Rake Angle Type | Pkg. Qty. | Pkg. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Aluminum Titanium Chromium Nitride (AlTiCrN)-Coated Carbide | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Cast Iron | 1 1/2", 2", 2 1/2", 3", 4", 5" | 0.579" | 0.58" | 1/4" | 7/32" | 8 | 1/16" | Negative | 1 | 8339N127 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Cast Iron | 1 1/2", 2", 2 1/2", 3", 4", 5" | 0.579" | 0.58" | 1/4" | 7/32" | 8 | 1/16" | Negative | 10 | 8339N123 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Hardened Steel, Steel | 1 1/2", 2", 2 1/2", 3", 4", 5" | 0.579" | 0.58" | 1/4" | 7/32" | 8 | 1/32" | Negative | 1 | 8339N125 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Hardened Steel, Steel | 1 1/2", 2", 2 1/2", 3", 4", 5" | 0.579" | 0.58" | 1/4" | 7/32" | 8 | 1/32" | Negative | 10 | 8339N121 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Stainless Steel, Titanium | 1 1/2", 2", 2 1/2", 3", 4", 5" | 0.579" | 0.58" | 1/4" | 7/32" | 8 | 1/32" | Negative | 1 | 8339N126 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Stainless Steel, Titanium | 1 1/2", 2", 2 1/2", 3", 4", 5" | 0.579" | 0.58" | 1/4" | 7/32" | 8 | 1/32" | Negative | 10 | 8339N122 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Diamondlike Carbon (DLC)-Coated Carbide | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Aluminum, Brass, Bronze, Copper, Plastic | 1 1/2", 2", 2 1/2", 3", 4", 5" | 0.579" | 0.58" | 1/4" | 7/32" | 8 | 1/32" | Negative | 1 | 8339N128 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Aluminum, Brass, Bronze, Copper, Plastic | 1 1/2", 2", 2 1/2", 3", 4", 5" | 0.579" | 0.58" | 1/4" | 7/32" | 8 | 1/32" | Negative | 10 | 8339N124 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 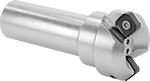 |  |
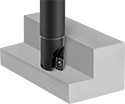
Shank Mount Shown with Inserts (Sold Separately) | Arbor Mount Shown with Inserts (Sold Separately) |
Mill | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Dia. | Thk. | Arbor Hole Dia. | Keyway Wd. | Shank Dia. | Helix Angle | No. of Inserts Req. | Material | Rake Angle Type | Each | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Shank Mount | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Coarse Grit | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 1/2" | 1 9/16" | — | — | 1 1/4" | 45° | 2 | Nickel-Plated Steel | Negative | 9165N137 | 0000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 1/2" | 1 9/16" | — | — | 1 1/4" | 45° | 3 | Nickel-Plated Steel | Negative | 9165N138 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2" | 1 9/16" | — | — | 1 1/4" | 45° | 3 | Nickel-Plated Steel | Negative | 9165N139 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 1/2" | 1 9/16" | — | — | 1 1/4" | 45° | 4 | Nickel-Plated Steel | Negative | 9165N141 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Arbor Mount | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Coarse Grit | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2" | 1 9/16" | 3/4" | 0.313" | — | 45° | 3 | Nickel-Plated Steel | Negative | 9165N121 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 1/2" | 1 9/16" | 3/4" | 0.313" | — | 45° | 4 | Nickel-Plated Steel | Negative | 9165N124 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3" | 1 31/32" | 1" | 0.382" | — | 45° | 5 | Nickel-Plated Steel | Negative | 9165N127 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4" | 1 31/32" | 1 1/2" | 0.626" | — | 45° | 5 | Nickel-Plated Steel | Negative | 9165N131 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5" | 2 15/32" | 1 1/2" | 0.626" | — | 45° | 6 | Nickel-Plated Steel | Negative | 9165N134 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Fine Grit | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2" | 1 9/16" | 3/4" | 0.313" | — | 45° | 4 | Nickel-Plated Steel | Negative | 9165N122 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 1/2" | 1 9/16" | 3/4" | 0.313" | — | 45° | 5 | Nickel-Plated Steel | Negative | 9165N125 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3" | 1 31/32" | 1" | 0.382" | — | 45° | 6 | Nickel-Plated Steel | Negative | 9165N129 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4" | 1 31/32" | 1 1/2" | 0.626" | — | 45° | 8 | Nickel-Plated Steel | Negative | 9165N133 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5" | 2 15/32" | 1 1/2" | 0.626" | — | 45° | 10 | Nickel-Plated Steel | Negative | 9165N136 | 00000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Extra-Fine Grit | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2" | 1 9/16" | 3/4" | 0.313" | — | 45° | 5 | Nickel-Plated Steel | Negative | 9165N123 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 1/2" | 1 9/16" | 3/4" | 0.313" | — | 45° | 6 | Nickel-Plated Steel | Negative | 9165N126 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3" | 1 31/32" | 1" | 0.382" | — | 45° | 8 | Nickel-Plated Steel | Negative | 9165N128 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4" | 1 31/32" | 1 1/2" | 0.626" | — | 45° | 10 | Nickel-Plated Steel | Negative | 9165N132 | 00000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5" | 2 15/32" | 1 1/2" | 0.626" | — | 45° | 13 | Nickel-Plated Steel | Negative | 9165N135 | 00000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Replaceable Carbide-Insert Square End Mill Holders
 |
Square Cut Style |
Pair carbide inserts with a holder to create end mills that reduce waste and cost in high-volume jobs. When the cutting edges dull, replace the inserts instead of the entire tool. These end mills are also known as indexable shoulder mills. All are noncenter cutting for operations where the sides of the teeth do most of the work, such as shoulder milling, contouring, and finishing. They can’t be used for plunge cuts. They have a square cut style for creating square slots, pockets, flat surfaces, and edges.
When choosing an end mill holder, consider the type of finish you want. The finer the finish, the more inserts you’ll need. More inserts mean tighter spacing, so you can machine at high speeds and remove material quickly while leaving a smooth surface. However, you’ll also need more machine power. Fewer inserts mean a coarser finish—the inserts are spaced apart to help with chip evacuation. A coarse finish is best for roughing applications, light machining, and cutting soft metals such as aluminum.
Arbor Mount
 |
Arbor Mount Shown with Inserts (Sold Separately) |
For arbor mount holders, you’ll need four or more negative-rake-angle inserts. Since the inserts have cutting edges on both sides, they last longer than positive-rake inserts. When all the edges on one side are dull, flip the insert over. These holders have a hole that passes coolant from your machine onto the workpiece, minimizing heat.
Insert Holders | Replacement Insert Screws | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Mill Dia. | Arbor Hole Dia. | Keyway Wd. | Overall Lg. | No. of Inserts Req. | Cut Style | Material | End Mill Type | Features | Each | Pkg. Qty. | Pkg. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Coarse Grit | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3" | 1" | 0.385" | 1 3/4" | 5 | Square | Steel | Noncenter Cutting | Coolant Holes | 2913N23 | 0000000 | 10 | 2913N29 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Fine Grit | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3" | 1" | 0.385" | 1 3/4" | 7 | Square | Steel | Noncenter Cutting | Coolant Holes | 2913N24 | 000000 | 10 | 2913N29 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Extra-Fine Grit | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3" | 1" | 0.385" | 1 3/4" | 9 | Square | Steel | Noncenter Cutting | Coolant Holes | 2913N25 | 000000 | 10 | 2913N29 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 | |  |
8 Cutting Edges | Individual Carbide Insert Case | End Mill Inserts |
Each | Package | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
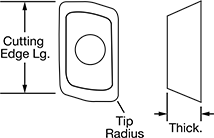
For Mill Dia. | Tip Radius | Cutting Edge Lg. | Insert Wd. | Thk. | Hole Dia. | No. of Cutting Edges | Rake Angle Type | Finished Material | Each | Pkg. Qty. | Pkg. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
For Arbor Holder Mounts | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
For Aluminum, Brass, Bronze, Copper, Nickel, Stainless Steel, and Steel | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2", 2 1/2", 3", 4" | 1/32" | 0.46" | 0.472" | 7/32" | 3/16" | 8 | Negative | Titanium Nitride (TiN)-Coated Carbide | 3094N35 | 000000 | 5 | 3094N31 | 0000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2", 2 1/2", 3", 4" | 1/16" | 0.46" | 0.472" | 7/32" | 3/16" | 8 | Negative | Titanium Nitride (TiN)-Coated Carbide | 3094N38 | 00000 | 5 | 3094N34 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
For Cast Iron | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2", 2 1/2", 3", 4" | 1/32" | 0.46" | 0.472" | 7/32" | 3/16" | 8 | Negative | Aluminum Oxide-Coated Carbide | 3094N37 | 00000 | 5 | 3094N33 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
For Aluminum | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2", 2 1/2", 3", 4" | 1/32" | 0.46" | 0.472" | 7/32" | 3/16" | 8 | Negative | Titanium Diboride (TiB2)-Coated Carbide | 3094N36 | 00000 | 5 | 3094N32 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Carbide End Mill Inserts for Replaceable Carbide-Insert Square End Mills
| |
Individual Carbide Insert Case | 8 Cutting Edges |
|
Coated inserts are best for demanding, high-speed jobs and hard materials. They’re harder and more wear resistant than uncoated carbide inserts.
Pair these carbide inserts with a holder to create end mills that reduce waste and cost in high-volume jobs. When all the cutting edges dull, replace the inserts instead of the entire tool.
Choose inserts with a smaller tip radius to reduce vibration and create smaller chips, so chip evacuation is easier. Choose inserts with a larger tip radius for more aggressive machining—they have a stronger cutting edge, so they remove more material with each pass.
Inserts sold individually come packed in a clear plastic case to protect cutting edges during shipment. Inserts sold in packs come factory sealed from the manufacturer for maximum traceability.
Use uncoated inserts for general purpose milling and short production runs.
Negative Rake Angle—Negative-rake angle inserts have cutting edges on both sides, so they last longer than positive-rake inserts. When all the edges on one side are dull, flip the insert over.
Each | Package | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
For Mill Dia. | For Mfr. | For Mfr. Series | Tip Radius | Cutting Edge Lg. | Insert Wd. | Thk. | Hole Dia. | No. of Cutting Edges | Rake Angle Type | Material | Each | Pkg. Qty. | Pkg. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
For Arbor Holder Mounts | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
For Aluminum, Brass, Bronze, Copper, Nickel, Stainless Steel, and Steel | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2", 2 1/2", 3", 4" | Widia | VSM890-12 | 1/32" | 0.46" | 0.472" | 7/32" | 3/16" | 8 | Negative | Titanium Nitride (TiN)-Coated Carbide | 3094N35 | 000000 | 5 | 3094N31 | 0000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2", 2 1/2", 3", 4" | Widia | VSM890-12 | 1/16" | 0.46" | 0.472" | 7/32" | 3/16" | 8 | Negative | Titanium Nitride (TiN)-Coated Carbide | 3094N38 | 00000 | 5 | 3094N34 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
For Cast Iron | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2", 2 1/2", 3", 4" | Widia | VSM890-12 | 1/32" | 0.46" | 0.472" | 7/32" | 3/16" | 8 | Negative | Aluminum Oxide-Coated Carbide | 3094N37 | 00000 | 5 | 3094N33 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
For Aluminum | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2", 2 1/2", 3", 4" | Widia | VSM890-12 | 1/32" | 0.46" | 0.472" | 7/32" | 3/16" | 8 | Negative | Titanium Diboride (TiB2)-Coated Carbide | 3094N36 | 00000 | 5 | 3094N32 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
