


























Filter by
System of Measurement
Mill Diameter








For Use On
End Mill Type


Overall Length
Finish
Number of Milling Ends
Shank Type
Chamfer Angle
Length
DFARS Specialty Metals
Export Control Classification Number (ECCN)
Sold As
Flute Spacing
Cut Radius
For Tool Bit Shank Width
High-Speed Steel Square End Mills
2 Flutes |
4 Flutes |
6 Flutes |
Use these end mills for general purpose milling in most material, such as aluminum, brass, bronze, iron, and steel. They have a square end for milling square slots, pockets, and edges.
End mills with fewer flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts; end mills with more flutes provide a finer finish and operate with less vibration when run at high speeds.
Uncoated High-Speed Steel—Use uncoated end mills for general purpose milling and short production runs.
Titanium Nitride (TiN)-Coated High-Speed Steel—Use titanium nitride (TiN)-coated end mills for demanding, high-speed jobs in hard material as well as for longer production runs. They’re more wear resistant than uncoated end mills, which means they last longer when run at similar speeds.
Center Cutting—Center-cutting end mills allow plunge cuts into a surface.
Noncenter Cutting—Noncenter-cutting end mills are for operations where the peripheral teeth do most of the work, such as shoulder milling, contouring, and finishing. They cannot be used for plunge cuts.
Mill | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Dia. | Dia. Tolerance | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Cut Style | Each | |||
Uncoated High-Speed Steel | |||||||||||||
2 Flutes | |||||||||||||
| 1 1/8" | 0.000" to 0.001" | 3/4" | 1 1/2" | 3 7/8" | Equal | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Center Cutting | Square | 3051A91 | 0000000 | ||
| 1 1/8" | 0.000" to 0.001" | 1" | 1 5/8" | 4 1/8" | Equal | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Center Cutting | Square | 3051A63 | 000000 | ||
4 Flutes | |||||||||||||
| 1 1/8" | 0.000" to 0.001" | 1" | 2" | 4 1/2" | Equal | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Center Cutting | Square | 3056A47 | 000000 | ||
6 Flutes | |||||||||||||
| 1 1/8" | 0.000" to 0.001" | 3/4" | 1 1/2" | 3 7/8" | Equal | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Noncenter Cutting | Square | 3052A715 | 000000 | ||
| 1 1/8" | 0.000" to 0.001" | 3/4" | 2" | 4 1/4" | Equal | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Noncenter Cutting | Square | 3052A87 | 000000 | ||
| 1 1/8" | 0.000" to 0.001" | 7/8" | 2" | 4 1/4" | Equal | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Noncenter Cutting | Square | 3052A88 | 000000 | ||
| 1 1/8" | 0.000" to 0.001" | 1" | 2" | 4 1/2" | Equal | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Noncenter Cutting | Square | 3052A34 | 00000 | ||
| 1 1/8" | 0.000" to 0.001" | 1" | 4" | 6 1/2" | Equal | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Noncenter Cutting | Square | 3052A344 | 000000 | ||
Titanium Nitride (TiN)-Coated High-Speed Steel | |||||||||||||
2 Flutes | |||||||||||||
| 1 1/8" | 0.000" to 0.001" | 3/4" | 1 1/2" | 3 7/8" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Tool Steel | Center Cutting | Square | 8949A69 | 000000 | ||
| 1 1/8" | 0.000" to 0.001" | 1" | 1 5/8" | 4 1/8" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Tool Steel | Center Cutting | Square | 8949A856 | 000000 | ||
4 Flutes | |||||||||||||
| 1 1/8" | 0.000" to 0.003" | 1" | 2" | 4 1/2" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Tool Steel | Center Cutting | Square | 8918A71 | 000000 | ||
Cobalt Steel Square End Mills
2 Flutes |
 |
6 Flutes |
 |
8 Flutes |
With better heat and wear resistance than high-speed steel, these cobalt steel end mills can run at higher speeds and provide better performance on hard material, such as iron, hardened steel, titanium, and tool steel. They have a square end for milling square slots, pockets, and edges.
End mills with fewer flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts; end mills with more flutes provide a finer finish and operate with less vibration when run at high speeds.
Uncoated Cobalt Steel—Use uncoated end mills for general purpose milling and short production runs.
Center Cutting—Center-cutting end mills allow plunge cuts into a surface.
Noncenter Cutting—Noncenter-cutting end mills are for operations where the peripheral teeth do most of the work, such as shoulder milling, contouring, and finishing. They cannot be used for plunge cuts.
Mill | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Dia. | Dia. Tolerance | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Cut Style | Each | |||
Uncoated Cobalt Steel | |||||||||||||
2 Flutes | |||||||||||||
| 1 1/8" | 0.000" to 0.001" | 1" | 1 5/8" | 4 1/8" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | Square | 2782A83 | 0000000 | ||
| 1 1/8" | 0.000" to 0.0015" | 3/4" | 3/4" | 3" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | Square | 8827A27 | 000000 | ||
6 Flutes | |||||||||||||
| 1 1/8" | 0.000" to 0.0015" | 3/4" | 3/4" | 3" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Noncenter Cutting | Square | 3057A24 | 000000 | ||
| 1 1/8" | 0.000" to 0.0015" | 3/4" | 1 1/2" | 3 7/8" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Noncenter Cutting | Square | 3057A25 | 000000 | ||
8 Flutes | |||||||||||||
| 1 1/8" | 0.000" to 0.0015" | 5/8" | 3/4" | 2 7/8" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Noncenter Cutting | Square | 3057A29 | 000000 | ||
| 1 1/8" | 0.000" to 0.0015" | 3/4" | 3/4" | 3" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Noncenter Cutting | Square | 3057A56 | 000000 | ||
| 1 1/8" | 0.000" to 0.0015" | 3/4" | 1 1/2" | 3 7/8" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Noncenter Cutting | Square | 3057A57 | 000000 | ||
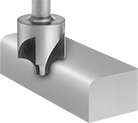
Carbide Dovetail End Mills for Dovetail Milling Vises
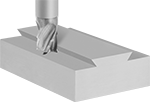 |  |
Dovetail Cut Style |
Cut dovetail notches into your workpiece for use with our Dovetail Milling-Machine Vises. Made of solid carbide, these end mills are harder, stronger, and more wear resistant than high-speed steel and cobalt steel for the longest life and best finish on hard material. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking.
Mill | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
Dia. | Dia. Tolerance | Thk. | Shank Dia. | Overall Lg. | Flute Spacing | For Use On | Cut Style | Each | |||
Titanium Carbon Nitride (TiCN)-Coated Carbide | |||||||||||
4 Flutes—60° Chamfer | |||||||||||
| 1 1/8" | -0.0005" to 0.0005" | 3/4" | 3/4" | 3 1/2" | Equal | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Dovetail | 2549N9 | 0000000 | ||
Fly Cutters
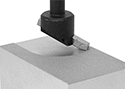 |
Flat-Surface Cut Style |
 |
For Tool Bit Shank | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
Mill Dia. | Shank Dia. | Overall Lg. | Wd. | Shape | Ht. | Head Dia. | Heat Treatment | Each | |||
Black-Oxide Steel | |||||||||||
Round Shank | |||||||||||
| 1 1/8" | 1/2" | 2 1/2" | 1/4" | Square | 1/4" | 1 1/8" | Hardened | 3041A18 | 000000 | ||
High-Speed Steel Ball End Mills
 | |
Ball Cut Style | 2 Flutes |
Use these end mills for general purpose milling in most material, such as aluminum, brass, bronze, iron, and steel. They have a ball end for milling rounded slots, slopes, and contours. All are center cutting, allowing plunge cuts into a surface.
Uncoated High-Speed Steel—Use uncoated end mills for general purpose milling and short production runs.
Titanium Nitride (TiN)-Coated High-Speed Steel—Use titanium nitride (TiN)-coated end mills for demanding, high-speed jobs in hard material as well as for longer production runs. They’re more wear resistant than uncoated end mills, which means they last longer when run at similar speeds.
2 Flutes—End mills with two flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts.
Mill | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Dia. | Dia. Tolerance | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Cut Style | Each | |||
Uncoated High-Speed Steel | |||||||||||||
2 Flutes | |||||||||||||
| 1 1/8" | 0.000" to 0.003" | 3/4" | 1 5/8" | 3 7/8" | Equal | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Center Cutting | Ball | 3046A24 | 0000000 | ||
Titanium Nitride (TiN)-Coated High-Speed Steel | |||||||||||||
2 Flutes | |||||||||||||
| 1 1/8" | 0.000" to 0.003" | 3/4" | 1 5/8" | 3 7/8" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Tool Steel | Center Cutting | Ball | 8900A62 | 000000 | ||
Roughing High-Speed Steel Square End Mills
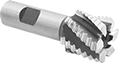 |
6 Flutes |
Serrations along the cutting edge act as chip breakers, so these end mills can remove large amounts of material at high speeds. They are high-speed steel for general purpose milling in most material, such as aluminum, brass, bronze, iron, and steel. Their square end makes them good for milling square slots and edges.
End mills with fewer flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts; end mills with more flutes provide a finer finish and operate with less vibration when run at high speeds.
Noncenter Cutting—Noncenter-cutting end mills are for operations where the peripheral teeth do most of the work, such as shoulder milling, contouring, and finishing. They cannot be used for plunge cuts.
Mill | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Dia. | Dia. Tolerance | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Pitch | Flute Spacing | Helix Angle | For Use On | End Mill Type | Cut Style | Each | |||
Uncoated High-Speed Steel | ||||||||||||||
6 Flutes | ||||||||||||||
| 1 1/8" | -0.005" to 0.005" | 3/4" | 1 1/8" | 3 3/8" | Coarse | Equal | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Noncenter Cutting | Square | 8819A71 | 0000000 | ||
| 1 1/8" | -0.005" to 0.005" | 1" | 2" | 4 1/2" | Coarse | Equal | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Noncenter Cutting | Square | 8819A37 | 000000 | ||
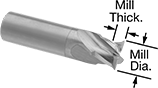
High-Speed Steel Corner-Rounding End Mills
 |
Corner-Rounding Cut Style |
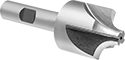 |
Use these versatile end mills for milling in most material, including aluminum, brass, bronze, iron, and steel. They have scooped corners for rounding the sharp edges of your workpiece.
Uncoated High-Speed Steel—Use uncoated end mills for general purpose milling and short production runs. They stay sharper than coated end mills when used on soft materials like aluminum, leaving a better finish.
Titanium Nitride (TiN)-Coated High-Speed Steel—Titanium nitride (TiN)-coated end mills create less friction than uncoated end mills, which means they last longer when run at similar speeds. Use coated end mills for demanding, high-speed jobs in hard material as well as for longer production runs. The coating reduces friction and vibration as they’re used, making them more wear resistant than uncoated end mills.
Aluminum Titanium Nitride (ALTiN)-Coated High-Speed Steel—Aluminum titanium nitride (AlTiN)-coated end mills dissipate heat better than other end mills, especially at high speeds. At high temperatures, the coating creates a layer of aluminum oxide that transfers heat to the chips, keeping the tool cool, even when used without lubrication. Use coated end mills for demanding, high-speed jobs in hard material as well as for longer production runs. The coating reduces friction and vibration as they’re used, making them more wear resistant than uncoated end mills.
Uncoated High-Speed Steel | Titanium Nitride (TiN)-Coated High-Speed Steel | Aluminum Titanium Nitride (ALTiN)-Coated High-Speed Steel | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Cut Radius | Tip Dia. | Mill Dia. | Shank Dia. | Overall Lg. | Flute Spacing | For Use On | Cut Style | Each | Each | Each | |||||
4 Flutes | |||||||||||||||
| 5/16" | 3/8" | 1 1/8" | 1/2" | 3 1/4" | Equal | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Corner Rounding | 3067A36 | 0000000 | 8375N21 | 0000000 | 8412N21 | 0000000 | ||
| 5/16" | 3/8" | 1 1/8" | 7/8" | 3 1/2" | Equal | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Corner Rounding | 3067A17 | 000000 | 8375N22 | 000000 | 8412N22 | 000000 | ||
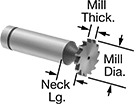
High-Speed Steel Keyseat End Mills
 |  |
Keyseat Cut Style |
Mill | Neck | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Dia. | Dia. Tolerance | Thk. | Shank Dia. | Dia. | Lg. | Overall Lg. | For Woodruff ANSI Key No. | For Use On | Cut Style | Each | |||
Uncoated High-Speed Steel | |||||||||||||
| 1 1/8" | 0.012" to 0.017" | 1/16" | 1/2" | 0.31" | 3/8" | 2 1/16" | — | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Keyseat | 2970A56 | 000000 | ||
| 1 1/8" | 0.012" to 0.017" | 3/32" | 1/2" | 0.31" | 3/8" | 2 3/32" | — | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Keyseat | 2970A57 | 00000 | ||
| 1 1/8" | 0.012" to 0.017" | 1/8" | 1/2" | 0.31" | 3/8" | 2 1/8" | — | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Keyseat | 2970A58 | 00000 | ||
| 1 1/8" | 0.012" to 0.017" | 3/16" | 1/2" | 0.31" | 3/8" | 2 3/16" | 609 | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Keyseat | 3031A36 | 00000 | ||
| 1 1/8" | 0.012" to 0.017" | 7/32" | 1/2" | 0.31" | 3/8" | 2 7/32" | 709 | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Keyseat | 3031A39 | 00000 | ||
| 1 1/8" | 0.012" to 0.017" | 1/4" | 1/2" | 0.38" | 3/8" | 2 1/4" | 809 | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Keyseat | 3031A41 | 00000 | ||
| 1 1/8" | 0.012" to 0.017" | 5/16" | 1/2" | 0.44" | 3/8" | 2 5/16" | 1009 | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Keyseat | 3031A48 | 00000 | ||
Cobalt Steel Corner-Rounding End Mills
|  |
Corner-Rounding Cut Style |
With better heat and wear resistance than high-speed steel, these cobalt steel end mills run at higher speeds and provide better performance on hard material. They have scooped corners for rounding the sharp edges of your workpiece.
Cut Radius | Tip Dia. | Mill Dia. | Shank Dia. | Overall Lg. | Flute Spacing | For Use On | Cut Style | Each | |||
|---|---|---|---|---|---|---|---|---|---|---|---|
Uncoated Cobalt Steel | |||||||||||
4 Flutes | |||||||||||
| 5/16" | 3/8" | 1 1/8" | 7/8" | 3 1/2" | Equal | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Corner Rounding | 2790A77 | 0000000 | ||
| 5/16" | 1/2" | 1 1/8" | 1/2" | 3 1/2" | Equal | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Corner Rounding | 2790A63 | 000000 | ||
Roughing Cobalt Steel Square End Mills
 |
6 Flutes Coarse Pitch |
Coarse Pitch | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |||
Uncoated Cobalt Steel | |||||||||||
6 Flutes | |||||||||||
| 1 1/8" | 1" | 2" | 4 1/2" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Noncenter Cutting | 8817A59 | 0000000 | ||
Titanium Carbon Nitride (TiCN)-Coated Cobalt Steel | |||||||||||
6 Flutes | |||||||||||
| 1 1/8" | 1" | 2" | 4 1/2" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Noncenter Cutting | 88335A41 | 000000 | ||
Cobalt Steel Ball End Mills
 |  |
Ball Cut Style | 2 Flutes |
With better heat and wear resistance than high-speed steel, these cobalt steel end mills can run at higher speeds and provide better performance on hard material, such as iron, hardened steel, titanium, and tool steel. They have a ball end for milling rounded slots, slopes, and contours. All are center cutting, allowing plunge cuts into a surface.
2 Flutes—End mills with two flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts.
Mill | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Dia. | Dia. Tolerance | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Cut Style | Each | |||
Uncoated Cobalt Steel | |||||||||||||
2 Flutes | |||||||||||||
| 1 1/8" | 0" to 0.0011" | 1" | 2 1/4" | 4 3/4" | Equal | 30° | Aluminum, Brass, Bronze, Copper, Hardened Steel, Iron, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | Ball | 8174N39 | 0000000 | ||
Fast-Cut Carbide Keyseat End Mills
|
Keyseat Cut Style |
 |
Get speed and longevity when cutting keyseats with these carbide end mills that have staggered teeth. The alternating right- and left-hand tooth style removes more material at high speeds than straight-tooth keyseat cutters. They mill precise notches in rotary shafts to fit machine keys and can also be used for slot milling. Made of solid carbide, these end mills are harder, stronger, and more wear resistant than high-speed steel and cobalt steel for the longest life and best finish on hard material. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking.
Uncoated Carbide—Use uncoated end mills for general purpose milling and short production runs. They will stay sharper than coated end mills and leave a better finish on soft materials like aluminum.
Aluminum Titanium Nitride (AlTiN)-Coated Carbide—Use aluminum titanium nitride (AlTiN)-coated end mills for demanding, high-speed jobs in hard material as well as for longer production runs. The coating reduces friction and vibration as they’re used, making them more wear resistant than uncoated end mills. They dissipate heat better than other end mills, especially at high speeds. At high temperatures, the coating creates a layer of aluminum oxide that transfers heat to the chips, keeping the tool cool, even when used without lubrication.
Mill | Neck | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
Dia. | Dia. Tolerance | Thk. | Shank Dia. | Dia. | Lg. | Overall Lg. | For Use On | Cut Style | Each | |||
Uncoated Carbide | ||||||||||||
| 1 1/8" | 0.000" to 0.015" | 1/8" | 1/2" | 0.28" | 1/4" | 2 3/4" | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Keyseat | 4115N41 | 0000000 | ||
| 1 1/8" | 0.000" to 0.015" | 3/16" | 1/2" | 0.28" | 1/4" | 2 3/4" | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Keyseat | 4115N42 | 000000 | ||
| 1 1/8" | 0.000" to 0.015" | 1/4" | 1/2" | 0.49" | 1/4" | 2 1/2" | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Keyseat | 4115N43 | 000000 | ||
| 1 1/8" | 0.000" to 0.015" | 5/16" | 1/2" | 0.49" | 1/4" | 2 1/2" | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Keyseat | 4115N44 | 000000 | ||
| 1 1/8" | 0.000" to 0.015" | 3/8" | 1/2" | 0.49" | 1/4" | 2 1/2" | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Keyseat | 4115N45 | 000000 | ||
Aluminum Titanium Nitride (AlTiN)-Coated Carbide | ||||||||||||
| 1 1/8" | 0.000" to 0.015" | 1/8" | 1/2" | 0.28" | 1/4" | 2 3/4" | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Keyseat | 4115N415 | 000000 | ||
| 1 1/8" | 0.000" to 0.015" | 3/16" | 1/2" | 0.28" | 1/4" | 2 3/4" | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Keyseat | 4115N425 | 000000 | ||
| 1 1/8" | 0.000" to 0.015" | 1/4" | 1/2" | 0.49" | 1/4" | 2 1/2" | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Keyseat | 4115N435 | 000000 | ||
| 1 1/8" | 0.000" to 0.015" | 5/16" | 1/2" | 0.49" | 1/4" | 2 1/2" | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Keyseat | 4115N445 | 000000 | ||
| 1 1/8" | 0.000" to 0.015" | 3/8" | 1/2" | 0.49" | 1/4" | 2 1/2" | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Keyseat | 4115N455 | 000000 | ||
Outside Chamfering End Mills for Pipes, Tubes, and Rods
 | 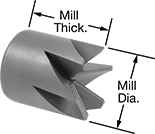 |
Mill an angled edge to the entire outside diameter of pipe, tubes, and rods in a single pass with more speed and precision than a handheld scraper. These end mills deburr pipe and tube for butt welds and shape rods for sliding into housings and holes. They attach to screw machines, lathes, and drill presses and can be set up to repeat cuts for multiple pipes. Staggered cutting edges reduce vibration, resulting in a smooth finish. They have teeth that distribute cutting force and extend the life of the tool. Made of high-speed steel, they work with a variety of metals.
Mill | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
For OD | For Pipe Size | Dia. | Thk. | Thread Size | For Use On | Cut Style | Each | |||
Uncoated High-Speed Steel | ||||||||||
30° Cutting Angle | ||||||||||
| 1/4" to 3/4" | 1/8, 1/4, 3/8 | 1 1/8" | 1 3/4" | 1/2"-20 | Aluminum, Brass, Bronze, Copper, Iron, Nickel, Plastic, Stainless Steel, Steel | Chamfering | 3500N14 | 0000000 | ||
45° Cutting Angle | ||||||||||
| 3/16" to 3/4" | 1/8, 1/4, 3/8 | 1 1/8" | 1 5/16" | 1/2"-20 | Aluminum, Brass, Bronze, Copper, Iron, Nickel, Plastic, Stainless Steel, Steel | Chamfering | 3500N23 | 000000 | ||
Carbide Keyseat End Mills
|  |
Keyseat Cut Style |
Made of solid carbide, these cutters are harder, stronger, and more wear resistant than high-speed steel and cobalt steel for the longest life and best finish on hard material. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking. Use them to mill precise notches in rotary shafts to fit machine keys. They can also be used for slot milling.
Mill | Neck | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Dia. | Dia. Tolerance | Thk. | Shank Dia. | Dia. | Lg. | Overall Lg. | For Woodruff ANSI Key No. | For Use On | Cut Style | Each | |||
Uncoated Carbide | |||||||||||||
| 1 1/8" | 0.012" to 0.017" | 3/16" | 1/2" | 0.28" | 1/4" | 2 3/16" | 609 | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Keyseat | 31595A29 | 0000000 | ||
| 1 1/8" | 0.012" to 0.017" | 1/4" | 1/2" | 0.28" | 1/4" | 2 1/4" | 809 | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Keyseat | 31595A33 | 000000 | ||
| 1 1/8" | 0.012" to 0.017" | 5/16" | 1/2" | 0.44" | 3/8" | 2 5/16" | 1009 | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Keyseat | 31595A39 | 000000 | ||
Cobalt Steel Keyseat End Mills
|  |
Keyseat Cut Style |
With better heat and wear resistance than high-speed steel, these cobalt steel keyseat cutters can run at higher speeds and provide better performance on hard material. They mill precise notches in rotary shafts to fit machine keys and can also be used for slot milling.
Mill | Neck | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
Dia. | Dia. Tolerance | Thk. | Shank Dia. | Dia. | Lg. | Overall Lg. | For Use On | Cut Style | Each | |||
Uncoated Cobalt Steel | ||||||||||||
| 1 1/8" | 0.012" to 0.017" | 1/16" | 1/2" | 0.31" | 3/8" | 2 1/16" | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Keyseat | 2970A825 | 000000 | ||
| 1 1/8" | 0.012" to 0.017" | 3/32" | 1/2" | 0.31" | 3/8" | 2 3/32" | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Keyseat | 2970A826 | 00000 | ||
| 1 1/8" | 0.012" to 0.017" | 1/8" | 1/2" | 0.31" | 3/8" | 2 1/8" | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Keyseat | 2970A827 | 00000 | ||
