















Filter by
System of Measurement
Mill Diameter


Cut Style


For Use On
Cut Radius
End Mill Type


Sold As
DFARS Specialty Metals
Export Control Classification Number (ECCN)
RoHS
Number of Milling Ends
Helix Angle
Performance
Flute Spacing
High-Speed Steel Square End Mills
2 Flutes |
6 Flutes |
Use these end mills for general purpose milling in most material, such as aluminum, brass, bronze, iron, and steel. They have a square end for milling square slots, pockets, and edges.
End mills with fewer flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts; end mills with more flutes provide a finer finish and operate with less vibration when run at high speeds.
Uncoated High-Speed Steel—Use uncoated end mills for general purpose milling and short production runs.
Titanium Nitride (TiN)-Coated High-Speed Steel—Use titanium nitride (TiN)-coated end mills for demanding, high-speed jobs in hard material as well as for longer production runs. They’re more wear resistant than uncoated end mills, which means they last longer when run at similar speeds.
Center Cutting—Center-cutting end mills allow plunge cuts into a surface.
Noncenter Cutting—Noncenter-cutting end mills are for operations where the peripheral teeth do most of the work, such as shoulder milling, contouring, and finishing. They cannot be used for plunge cuts.
Mill | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Dia. | Dia. Tolerance | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Cut Style | Each | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Uncoated High-Speed Steel | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
2 Flutes | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 3/4" | 0.000" to 0.001" | 3/4" | 1 1/2" | 3 7/8" | Equal | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Center Cutting | Square | 3051A978 | 0000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 3/4" | 0.000" to 0.001" | 1 1/4" | 1 5/8" | 4 1/8" | Equal | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Center Cutting | Square | 3051A979 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
6 Flutes | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 3/4" | 0.000" to 0.001" | 3/4" | 2" | 4 1/4" | Equal | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Noncenter Cutting | Square | 3052A719 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 3/4" | 0.000" to 0.001" | 1 1/4" | 2" | 4 1/2" | Equal | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Noncenter Cutting | Square | 3052A38 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 3/4" | 0.000" to 0.002" | 3/4" | 1 1/2" | 3 7/8" | Equal | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Noncenter Cutting | Square | 3057A52 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Titanium Nitride (TiN)-Coated High-Speed Steel | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
2 Flutes | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 3/4" | 0.000" to 0.001" | 3/4" | 1 1/2" | 3 7/8" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Tool Steel | Center Cutting | Square | 8949A866 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 3/4" | 0.000" to 0.001" | 1 1/4" | 1 5/8" | 4 1/8" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Tool Steel | Center Cutting | Square | 8949A867 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
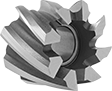
High-Speed Steel Convex-Radius End Mills
 |  |
Convex-Radius Cut Style |
Use these end mills for general purpose work in most material, such as aluminum, brass, bronze, iron, and steel. With curved, side-cutting teeth, they create grooves.
Mill | Neck | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Cut Radius | Dia. | Dia. Tolerance | Shank Dia. | Dia. | Lg. | Lg. of Cut | Overall Lg. | Flute Spacing | For Use On | Cut Style | Each | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Uncoated High-Speed Steel | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
4 Flutes | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3/8" | 1 3/4" | -0.015" to 0.015" | 3/4" | 5/8" | 1/2" | 3/4" | 4" | Equal | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Convex Radius | 2820A77 | 0000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Gear Cutters
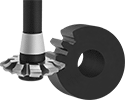 |  |
Also known as involute gear cutters, these tools work with a milling machine to create 14½° or 20° pressure angle spur gears. If worn, they can be sharpened and used again.
To select a gear cutter, follow these steps:
1. Determine the pitch of the gear you're cutting. Gear pitch = (No. of Teeth + 2) / OD. Round to the nearest whole number.
2. Select the cutter that matches your gear's pitch and number of teeth.
For 14 1/2° Gear Pressure Angle—Cutters for 14½° Gear Pressure Angle—The former industry standard, these gears are often found in older machinery.
Mill | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
For Number of Gear Teeth | Gear Cutter Trade No. | Thk. | Dia. | Arbor Hole Dia. | Keyway Wd. | Material | For Use On | Each | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
For 14 1/2° Gear Pressure Angle | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
For 24 Gear Pitch | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 55-134 | 2 | 0.217" | 1 3/4" | 7/8" | 0.125" | Uncoated High-Speed Steel | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | 3034A221 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 35-54 | 3 | 0.217" | 1 3/4" | 7/8" | 0.125" | Uncoated High-Speed Steel | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | 3034A321 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 26-34 | 4 | 0.217" | 1 3/4" | 7/8" | 0.125" | Uncoated High-Speed Steel | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | 3034A421 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 21-25 | 5 | 0.217" | 1 3/4" | 7/8" | 0.125" | Uncoated High-Speed Steel | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | 3034A521 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 17-20 | 6 | 0.217" | 1 3/4" | 7/8" | 0.125" | Uncoated High-Speed Steel | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | 3034A621 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12-13 | 8 | 0.217" | 1 3/4" | 7/8" | 0.125" | Uncoated High-Speed Steel | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | 3034A821 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
For 32 Gear Pitch | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 135 and Up | 1 | 0.236" | 1 3/4" | 7/8" | 0.125" | Uncoated High-Speed Steel | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | 3034A122 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 55-134 | 2 | 0.236" | 1 3/4" | 7/8" | 0.125" | Uncoated High-Speed Steel | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | 3034A222 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 26-34 | 4 | 0.236" | 1 3/4" | 7/8" | 0.125" | Uncoated High-Speed Steel | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | 3034A422 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 17-20 | 6 | 0.236" | 1 3/4" | 7/8" | 0.125" | Uncoated High-Speed Steel | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | 3034A622 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 14-16 | 7 | 0.236" | 1 3/4" | 7/8" | 0.125" | Uncoated High-Speed Steel | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | 3034A723 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12-13 | 8 | 0.236" | 1 3/4" | 7/8" | 0.125" | Uncoated High-Speed Steel | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | 3034A822 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
For 48 Gear Pitch | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 135 and Up | 1 | 0.236" | 1 3/4" | 7/8" | 0.125" | Uncoated High-Speed Steel | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | 3034A123 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 55-134 | 2 | 0.236" | 1 3/4" | 7/8" | 0.125" | Uncoated High-Speed Steel | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | 3034A223 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 35-54 | 3 | 0.236" | 1 3/4" | 7/8" | 0.125" | Uncoated High-Speed Steel | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | 3034A323 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 26-34 | 4 | 0.236" | 1 3/4" | 7/8" | 0.125" | Uncoated High-Speed Steel | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | 3034A423 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 21-25 | 5 | 0.236" | 1 3/4" | 7/8" | 0.125" | Uncoated High-Speed Steel | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | 3034A523 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 17-20 | 6 | 0.236" | 1 3/4" | 7/8" | 0.125" | Uncoated High-Speed Steel | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | 3034A623 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 14-16 | 7 | 0.236" | 1 3/4" | 7/8" | 0.125" | Uncoated High-Speed Steel | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | 3034A724 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12-13 | 8 | 0.236" | 1 3/4" | 7/8" | 0.125" | Uncoated High-Speed Steel | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | 3034A823 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Face Milling Cutters
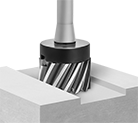 |  |
Flat-Surface Cut Style |
Mill | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Thick. | Dia. | No. of Teeth | Arbor Hole Dia. | Helix Angle | For Use On | Each | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Titanium Nitride (TiN)-Coated High-Speed Steel | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 1/4" | 1 3/4" | 8 | 3/4" | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | 3040A153 | 0000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Aluminum Titanium Nitride (AlTiN)-Coated High-Speed Steel | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 1/4" | 1 3/4" | 8 | 3/4" | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | 3040A138 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Uncoated Cobalt Steel | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 1/4" | 1 3/4" | 8 | 3/4" | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | 3040A166 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Titanium Nitride (TiN)-Coated Cobalt Steel | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 1/4" | 1 3/4" | 8 | 3/4" | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | 3040A179 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Aluminum Titanium Nitride (AlTiN)-Coated Cobalt Steel | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 1/4" | 1 3/4" | 8 | 3/4" | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | 3040A193 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
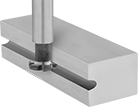
Replaceable Carbide-Insert Square End Mill Holders for Manual Milling Machines
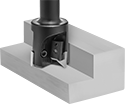 |  |
Square Cut Style | End Mill Body Shown with Inserts (Sold Separately) |
Use these tools with low-horsepower, manual milling machines. They have clamps for holding inserts that do not have a mounting hole. Replaceable carbide-insert end mills reduce waste and cost in high-volume jobs—when the cutting edges dull, replace the carbide inserts instead of the entire tool. End mills have a square cut style for milling square slots, pockets, and edges. All are noncenter-cutting for operations where the sides of the teeth do most of the work, such as shoulder milling, contouring, and finishing. They cannot be used for plunge cuts.
R8 Taper Shank—R8-shank end mills have internal threads on the tapered end for connecting to a drawbar.
Shank Thread | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Mill Dia. | Gender | Size | Overall Lg. | No. of Inserts Req. | Cut Style | Material | End Mill Type | Each | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
R8 Taper Shank | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 3/4" | Female | 7/16"-20 | 5 7/8" | 3 | Square | Black-Oxide Steel | Noncenter Cutting | 8902A43 | 0000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
Titanium Nitride (TiN)-Coated Carbide—Carbide inserts have a wear-resistant titanium-nitride (TiN) coating.
Each | Package | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Tip Radius | Insert Code | Insert Size | Thk. | For Use On | Each | Pkg. Qty. | Pkg. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Titanium Nitride (TiN)-Coated Carbide | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/64" | TPG-321 | 3/8" | 1/8" | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | 7376A171 | 000000 | 10 | 7376A255 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/32" | TPG-322 | 3/8" | 1/8" | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | 7376A172 | 00000 | 10 | 7376A357 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3/64" | TPG-323 | 3/8" | 1/8" | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | 7376A193 | 00000 | 10 | 7376A52 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/16" | TPG-324 | 3/8" | 1/8" | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | 7376A194 | 00000 | 10 | 7376A573 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
