















Filter by
System of Measurement
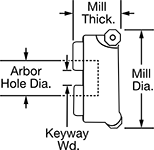
Mill Diameter
Cut Style



Mill Thickness
Component
DFARS Specialty Metals
Export Control Classification Number (ECCN)
U.S.–Mexico–Canada Agreement (USMCA) Qualifying
Number of Milling Ends
Sold As
Keyway Width
Number of Inserts Required
Flute Spacing
Holders for Replaceable Carbide-Insert Milling Cutters

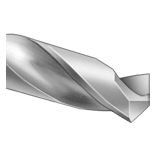
Face Milling Cutters
 |  |
Flat-Surface Cut Style |
Mill | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Thick. | Dia. | No. of Teeth | Arbor Hole Dia. | Helix Angle | For Use On | Each | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Uncoated High-Speed Steel | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 7/8" | 3 1/2" | 12 | 1 1/4" | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | 3040A19 | 0000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Titanium Nitride (TiN)-Coated High-Speed Steel | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 7/8" | 3 1/2" | 12 | 1 1/4" | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | 3040A146 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Aluminum Titanium Nitride (AlTiN)-Coated High-Speed Steel | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 7/8" | 3 1/2" | 12 | 1 1/4" | 37° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | 3040A132 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Aluminum Titanium Nitride (AlTiN)-Coated Cobalt Steel | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 7/8" | 3 1/2" | 10 | 1 1/4" | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | 3040A189 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Roughing Face Milling Cutters
 |
Flat-Surface Cut Style |
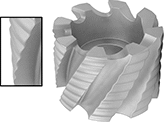 |
Coarse Pitch |
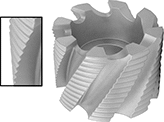 |
Fine Pitch |
Serrations along the cutting edge act as chip breakers, so these cutters can remove large amounts of material at high speeds without sacrificing tool life. With larger diameters than end mills, they remove greater amounts of material to create a smooth, flat channel in the face of a plate, bar, or other wide workpiece. Compared to fly cutters, they’re more rigid, which makes for a better finish. Also known as shell cutters. With better heat and wear resistance than high-speed steel, these cobalt steel cutters can run at higher speeds and provide better performance on hard material, such as hardened steel, iron, and titanium.
Uncoated—Use uncoated cutters for general purpose milling and short production runs. They stay sharper than coated cutters when used on soft material, such as aluminum.
Titanium Nitride (TiN) Coated—Titanium-nitride (TiN) coated cutters create less friction than uncoated cutters, which means they last longer when run at similar speeds. Use coated cutters for demanding, high-speed jobs in hard material as well as for longer production runs. The coating reduces friction and vibration as they’re used, making them more wear resistant than uncoated cutters.
Aluminum Titanium Nitride (AlTiN) Coated—Aluminum-titanium-nitride (AlTiN) coated cutters dissipate heat better than other cutters, especially at high speeds. At high temperatures, the coating creates a layer of aluminum oxide that transfers heat to the chips, keeping the tool cool, even when used without lubrication. Use coated cutters for demanding, high-speed jobs in hard material as well as for longer production runs. The coating reduces friction and vibration as they’re used, making them more wear resistant than uncoated cutters.
Coarse Pitch—Coarse pitch cutters create large chips for better performance on soft metals, such as aluminum, brass, and bronze.
Fine Pitch—Fine pitch cutters last longer than coarse-pitch end mills and produce smaller chips for better performance on hard metals, such as hardened steel, iron, and titanium.
Mill | Coarse Pitch | Fine Pitch | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Thick. | Dia. | No. of Teeth | Arbor Hole Dia. | Helix Angle | For Use On | Each | Each | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Uncoated Cobalt Steel | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 7/8" | 3 1/2" | 10 | 1 1/4" | 30° | Aluminum, Brass, Bronze, Copper, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Wood | 6639N16 | 0000000 | 6639N49 | 0000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Titanium Nitride (TiN)-Coated Cobalt Steel | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 7/8" | 3 1/2" | 10 | 1 1/4" | 30° | Aluminum, Brass, Bronze, Copper, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Wood | 6639N27 | 000000 | 6639N61 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Aluminum Titanium Nitride (AlTiN)-Coated Cobalt Steel | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 7/8" | 3 1/2" | 10 | 1 1/4" | 30° | Aluminum, Brass, Bronze, Copper, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Wood | 6639N38 | 000000 | 6639N72 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
