
















Filter by
Shank Type
Material
Morse Taper Diameter
DFARS Specialty Metals
Export Control Classification Number (ECCN)
Performance
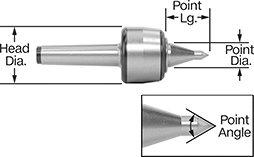
Live Centers
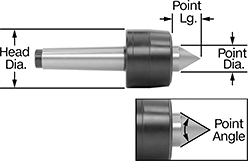 |  |
Standard Point | Bull-Nose Point |
 |  |
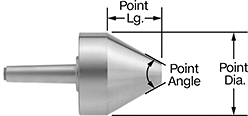
Extended Point Precision | Extended-Cone Point |
Machine Taper No. | Max. Workpiece Cap., lb. | Max. Rotation Speed, rpm | Total Indicated Runout (TIR) Accuracy | Point Dia. | Head Dia. | Point Lg. | Overall Lg. | Point Angle | Material | Each | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Standard Point | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Lathe Centers | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Morse 2 | 460 | 5,000 | 0.0003" | 0.7" | 1 9/16" | 7/8" | 4 47/64" | 60° | Hardened Steel | 0000000 | 0000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Precision | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Morse 2 | 725 | 6,000 | 0.00005" | 0.875" | 1 3/4" | 1 1/64" | 5 19/64" | 60° | Hardened Steel | 0000000 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
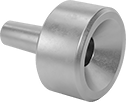
Bull-Nose Point | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Morse 2 | 2,000 | 2,500 | 0.00015" | 4" | — | 3 29/32" | 6 27/32" | 60° | Hardened Steel | 0000000 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
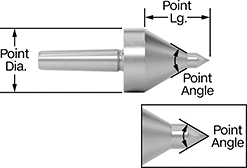
Extended Point | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Precision | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Morse 2 | 375 | 6,000 | 0.00005" | 0.88" | 1 3/4" | 1 11/32" | 5 5/8" | 60° | Hardened Steel | 0000000 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
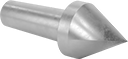
Extended-Cone Point | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Multipurpose | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Morse 2 | 330 | 5,000 | 0.0001" | 2.25" | — | 2 17/64" | 5 3/4" | 60° | Hardened Steel | 0000000 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Interchangeable Point Lathe Centers
Center Points
 |
Standard Point |
 |
Bull-Nose Point |
 |
Cup Point |
 |
Flat-Knurled Point |
 |
Extended-Tip Point Precision |
For Machine Taper No. | Point Dia. | Point Tip Dia. | Point Lg. | Point Angle | Material | Each | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Standard Point | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Live | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Morse 2 | 0.59" | — | 3/4" | — | Steel | 0000000 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Precision Live and Dead | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Morse 2, Morse 3 | 1" | — | 1 11/64" | — | Steel | 0000000 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Bull-Nose Point | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Live | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Morse 2 | 0.59" | 3/64" | 19/32" | 60° | Steel | 0000000 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Morse 2 | 0.87" | 1/8" | 19/32" | 90° | Steel | 0000000 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Morse 2 | 1.46" | 23/32" | 19/32" | 90° | Steel | 0000000 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Precision Live and Dead | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Morse 2, Morse 3 | 1.75" | 7/8" | 1 11/64" | 60° | Steel | 0000000 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Cup Point | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Live | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Morse 2 | 0.87" | 23/32" | 19/32" | — | Steel | 0000000 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Morse 2 | 1.18" | 63/64" | 9/16" | — | Steel | 0000000 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Precision Live | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Morse 2, Morse 3 | 1.13" | 7/8" | 1 5/64" | — | Steel | 000000 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Flat-Knurled Point | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Live | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Morse 2 | 0.71" | — | 19/32" | — | Steel | 0000000 | 00000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Extended-Tip Point | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Precision Live and Dead | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Morse 2, Morse 3 | 0.75" | 3/8" | 1 19/64" | — | Steel | 0000000 | 000000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Center Bodies
 |  |
Live | Precision Live |
Total Indicated Runout (TIR) Accuracy—TIR (total indicated runout) is a measure of rotational smoothness—the lower the value, the less wobble a rotating tool will have and the more accurate it will be.
Lathe Centers | Extractors | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Max. Workpiece Cap., lb. | Max. Rotation Speed, rpm | Total Indicated Runout (TIR) Accuracy | Head Dia. | Overall Lg. | Material | Includes | Each | Each | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Live | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 220 | 5,000 | 0.0008" | 1 37/64" | 4 3/64" | Steel | — | 0000000 | 0000000 | 0000000 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Precision Live | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 100 | 5,000 | 0.00025" | 2 1/8" | 4 15/16" | Steel | 1" dia. Hardened Steel Standard Point | 0000000 | 000000 | 0000000 | 00000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Dead Centers
Interchangeable Point Lathe Center Sets
Live Lathe Center
 |
Flat knurled points sit flush against workpieces for a tight grip. Their knurls create friction that keeps your workpiece from slipping.
Live centers sit in the tailstock to support the end of a workpiece. They spin with the workpiece to reduce friction between the tip and the material. For smooth rotation, these centers turn on lubricated bearings. The bearings are sealed to protect against chips and liquid, which extends the life of the tool.
Total Indicated Runout (TIR) Accuracy—TIR (total indicated runout) is a measure of rotational smoothness. The lower the value, the less wobble a rotating tool will have and the more accurate it will be.
Machine Taper No. | Max. Workpiece Cap., lb. | Max. Rotation Speed, rpm | Total Indicated Runout (TIR) Accuracy | Head Dia. | Shank Lg. | Overall Lg. | Material | No. of Pieces | Includes | Each | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Morse 2 | 220 | 5,000 | 0.0008" | 1 37/64" | 2 33/64" | 4 3/64" | Steel | 9 | 0.59" dia. Hardened Steel Bull-Nose Point, 0.59" dia. Hardened Steel Standard Point, 0.71" dia. Hardened Steel Flat-Knurled Point, 0.87" dia. Hardened Steel Bull-Nose Point, 0.87" dia. Hardened Steel Cup Point, 1.18" dia. Hardened Steel Cup Point, 1.46" dia. Hardened Steel Bull-Nose Point, Live Center Body, Point Extractor | 0000000 | 0000000 |
Precision, Live Lathe Center
 |
Cup points are designed to grip the outer diameter of a workpiece—instead of a tip, they have a cup-shaped recess. They’re also known as female points.
Precision live centers wobble less than standard live centers for three to five times greater accuracy as they spin.
Extended-tip points are shaped to provide more tool clearance than standard points without adding much length. They’re also used for machining complex shapes and features.
Live centers sit in the tailstock to support the end of a workpiece. They spin with the workpiece to reduce friction between the tip and the material. For smooth rotation, these centers turn on lubricated bearings. The bearings are sealed to protect against chips and liquid, which extends the life of the tool.
Total Indicated Runout (TIR) Accuracy—TIR (total indicated runout) is a measure of rotational smoothness. The lower the value, the less wobble a rotating tool will have and the more accurate it will be.
Machine Taper No. | Max. Workpiece Cap., lb. | Max. Rotation Speed, rpm | Total Indicated Runout (TIR) Accuracy | Head Dia. | Shank Lg. | Overall Lg. | Material | No. of Pieces | Includes | Each | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Morse 2 | 100 | 5,000 | 0.00025" | 2 1/8" | 2 9/16" | 4 15/16" | Steel | 6 | 0.75" dia. Hardened Steel Extended-Tip Point, 1" dia. Hardened Steel Standard Point, 1.13" dia. Hardened Steel Cup Point, 1.75" dia. Hardened Steel Bull-Nose Point, Live Center Body, Point Extractor | 0000000 | 0000000 |
