


























Filter by
System of Measurement
Thread Size
Tap Sizes Included
Sold As
Thread Direction
Flute Type
Material
Shank Type
Container Type




DFARS Specialty Metals


Export Control Classification Number (ECCN)
Component
Tap Sets
High-Speed Steel—Single Thread Size Sets
Carbon Steel—Single Thread Size Sets
 |
Taper, Plug, and Bottoming Chamfer Set |
Taper Chamfer, Plug Chamfer, Bottoming Chamfer | |||||||||
|---|---|---|---|---|---|---|---|---|---|
No. of Pieces | Thread Size | Thread Type | Container Type | No. of Flutes | Shank Type | Each | |||
Uncoated | |||||||||
| 3 | 1"-12 | UNF | Plastic Case | 4 | Square | 26035A382 | 000000 | ||
Carbon Steel—Multiple Thread Size Sets
 |
Plug Chamfer Set |
The economical choice for occasional hand tapping. These work on most metals and plastic but will dull more quickly than other taps. Sets include multiple sizes of plug chamfer taps for through holes and blind holes.
Taper Chamfer, Plug Chamfer, Bottoming Chamfer | ||||||||
|---|---|---|---|---|---|---|---|---|
No. of Pieces | Thread Size | Thread Type | Container Type | Shank Type | Each | |||
Uncoated | ||||||||
| 60 | 3 each of sizes 1/4"-20, 1/4"-28, 5/16"-18, 5/16"-24, 3/8"-16, 3/8"-24, 7/16"-14, 7/16"-20, 1/2"-13, 1/2"-20, 9/16"-12, 9/16"-18, 5/8"-11, 5/8"-18, 3/4"-10, 3/4"-16, 7/8"-9, 7/8"-14, 1"-8, and 1"-12 | UNF, UNC | Plastic Case | Square | 2688A11 | 0000000 | ||
Taps
Taps | Taps Sold as Sets | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Drill Bit | Taper Chamfer | Plug Chamfer | Bottoming Chamfer | |||||||||||||||
Thread Size | Thread Lg. | Overall Lg. | Thread Type | No. of Flutes | Size | Decimal Size Equiv. | Shank Type | Each | Each | Each | No. of Taps | Each | ||||||
High-Speed Steel | ||||||||||||||||||
Uncoated | ||||||||||||||||||
| 1"-12 | 2 1/2" | 5 1/8" | UNF | 4 | 59/64" | 0.9219" | Square | 2521A671 | 000000 | 2521A691 | 000000 | 2521A731 | 000000 | 3 | 2521A831 | 0000000 | ||
Titanium Nitride (TiN) Coated | ||||||||||||||||||
| 1"-12 | 2 1/2" | 5 1/8" | UNF | 4 | 59/64" | 0.9219" | Square | 2636A131 | 000000 | 2636A141 | 000000 | 2636A151 | 000000 | 3 | 2636A171 | 000000 | ||
Carbon Steel | ||||||||||||||||||
Uncoated | ||||||||||||||||||
| 1"-12 | 2 1/2" | 5 1/8" | UNF | 4 | 59/64" | 0.9219" | Square | 26035A222 | 00000 | 26035A242 | 00000 | 26035A262 | 00000 | — | ——— | 0 | ||
Tap Extractor Sets for Screw Thread Taps
 |
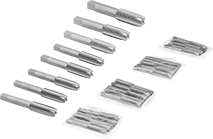
To extract taps of different sizes, these sets include multiple extractors. Fingers on the extractor grip the flutes on a broken tap. Use with a tap wrench to remove taps with straight flutes from the workpiece.
No. of Pieces | For Three-Flute Tap Size | For Four-Flute Tap Size | Material | Container Type | For Number of Tap Flutes | Each | ||
|---|---|---|---|---|---|---|---|---|
| 11 | No. 5, No. 6, 1/8", M3, M3.5 | No. 8, No. 10, No. 12, No. 14, 3/16", 7/32", 1/4", 9/32", 5/16", 11/32", 3/8", 7/16", 15/32", 1/2", 9/16", 5/8", 11/16", 3/4", 13/16", 7/8", 15/16", 1", M4, M4.5, M5, M5.5, M6, M6.3, M7, M8, M9, M10, M11, M12, M12.5, M14, M16, M18, M19, M20, M22, M24, M25 | Steel | Plastic Case | 3, 4 | 2561A424 | 0000000 | |
| 15 | No. 4, No. 5, No. 6, 1/8", M3, M3.5 | No. 8, No. 10, No. 12, No. 14, 3/16", 7/32", 1/4", 9/32", 5/16", 11/32", 3/8", 7/16", 15/32", 1/2", 9/16", 5/8", 11/16", 3/4", 13/16", 7/8", 15/16", 1", M2, M4, M4.5, M5, M5.5, M6, M6.3, M7, M8, M9, M10, M11, M12, M12.5, M14, M16, M18, M19, M20, M22, M24, M25 | Steel | Plastic Case | 3, 4 | 2561A426 | 000000 |
Chip-Clearing Taps for Steel and Stainless Steel
 |
Spiral-Point Flute for Through Holes |
 |
Spiral Flute for Blind Holes |
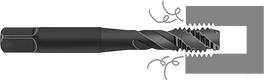
Made of a high-vanadium alloy, these taps are harder and more wear-resistant than other high-speed steel taps. The flute design prevents buildup to protect the quality of the threads and avoid damage to the tap. Since you don’t need to reverse these taps to extract chips, they also create threads faster.
High-Speed Steel—The most versatile taps resist heat and wear to stay sharp. They’re good for most metals and plastic.
Black Oxide—The dark finish increases wear resistance and reduces friction to improve chip flow, so these taps can last 50% longer than uncoated taps.
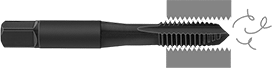
Spiral-Point Flute for Through Holes—Push chips ahead of the tap and out of through holes. Also known as gun taps.
Spiral Flute for Blind Holes—Pull chips back toward the tap so they won't build up in blind holes. When tapping brittle material like iron that creates fine or powdery debris, choose a straight-flute tap.
Plug Chamfer—Our go-to chamfer type. With a longer taper than a bottoming chamfer, they are easier to turn but won't thread as close the bottom of a hole.
Bottoming Chamfer—These taps have the shortest taper to thread close to the bottom of blind holes. They require the most force to turn, so they’re often used to finish holes started by plug-chamfer taps.
Drill Bit | Spiral-Point Flute for Through Holes | Spiral Flute for Blind Holes | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Thread Size | Thread Lg. | Overall Lg. | Thread Type | Size | Decimal Size Equiv. | Shank Type | Chamfer Type | No. of Flutes | Each | Chamfer Type | No. of Flutes | Each | ||||
High-Speed Steel | ||||||||||||||||
Black Oxide | ||||||||||||||||
| 1"-12 | 1 1/2" | 5 1/8" | UNF | 59/64" | 0.9219" | Square | Plug | 3 | 2684A83 | 0000000 | Bottoming | 4 | 27055A63 | 0000000 | ||
Left-Hand Thread Taps
Taps | Taps Sold as Sets | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Drill Bit | Taper Chamfer | Plug Chamfer | Bottoming Chamfer | |||||||||||||||
Thread Size | Thread Lg. | Overall Lg. | Thread Type | No. of Flutes | Size | Decimal Size Equiv. | Shank Type | Each | Each | Each | No. of Taps | Each | ||||||
High-Speed Steel | ||||||||||||||||||
Uncoated | ||||||||||||||||||
| 1"-12 | 2 1/2" | 5 1/8" | UNF | 4 | 59/64" | 0.9219" | Square | 2584A66 | 000000 | 2584A44 | 000000 | 2584A88 | 000000 | 3 | 2584A354 | 0000000 | ||
Chip-Clearing Taps
 |
Spiral-Point Flute for Through Holes |
Drill Bit | Spiral-Point Flute for Through Holes | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
Thread Size | Thread Lg. | Overall Lg. | Thread Type | Size | Decimal Size Equiv. | Shank Type | Chamfer Type | No. of Flutes | Each | |||
High-Speed Steel | ||||||||||||
Uncoated | ||||||||||||
| 1"-12 | 1 1/2" | 5.13" | UNF | 59/64" | 0.9219" | Square | Plug | 3 | 2523A81 | 0000000 | ||
Tap Extractors for Screw Thread Taps
Fingers on the extractor grip the flutes on a broken tap. Use with a tap wrench to remove taps with straight flutes from the workpiece without damaging the surrounding threads.
Left-Hand Thread Tap Sets
 |
High-Speed Steel—Single Thread Size Sets
Taper Chamfer, Plug Chamfer, Bottoming Chamfer | ||||||||
|---|---|---|---|---|---|---|---|---|
No. of Pieces | Thread Size | Thread Type | No. of Flutes | Shank Type | Each | |||
Uncoated | ||||||||
| 3 | 1"-12 | UNF | 4 | Square | 2584A354 | 0000000 | ||
Helical Insert Taps
Helical Threaded Inserts with Installation Tools
 |
Drill Bit, Installation Tool and Through-Hole Tap |
Quickly restore stripped threads—these inserts come with through-hole taps and installation tools. The tough coils on these inserts expand once installed to anchor in a tapped hole.
Pronged—The prong attaches to an installation tool for precise control as you drive inserts in. Remove the prong with a punch or break-off tool before inserting a screw.
18-8 Stainless Steel—The choice for wet and outdoor environments, these inserts resist rust and mild chemicals.
Thread Size | Installed Lg. | Drill Bit Size | For Max. Hole Dia. | No. of Inserts Included | Includes | Each | |||
|---|---|---|---|---|---|---|---|---|---|
Pronged | |||||||||
18-8 Stainless Steel | |||||||||
| 1"-12 | 1.500" | 1 1/64" | 1.016" | 6 | Drill Bit Installation Tool Through-Hole Tap | 91732A123 | 0000000 | ||
