


























Filter by
For Use On
Maximum Tapping Depth
Thread Length
Overall Length


Flute Type





Finish
Drill Bit Size
Sold As
Thread Direction

Tap Sizes Included
Export Control Classification Number (ECCN)
DFARS Specialty Metals
Taps
Drill Bit | Plug Chamfer | Bottoming Chamfer | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Thread Size | Thread Lg. | Overall Lg. | Thread Type | No. of Flutes | Size | Decimal Size Equiv. | Shank Type | Each | Each | ||||
Carbide | |||||||||||||
Titanium Aluminum Nitride (TiAlN) Coated | |||||||||||||
| 0-80 | 9/32" | 1 5/8" | UNF | 2 | 3/64" | 0.0469" | Square | 7822N51 | 0000000 | ——— | 0 | ||
| 2-56 | 7/16" | 1 3/4" | UNC | 2 | 51 Ga. | 0.067" | Square | 7822N52 | 000000 | 7822N58 | 0000000 | ||
| 4-40 | 5/16" | 1 7/8" | UNC | 2 | 43 Ga. | 0.089" | Square | 7822N24 | 000000 | 7822N25 | 000000 | ||
| 6-32 | 3/8" | 2" | UNC | 3 | 36 Ga. | 0.1065" | Square | 7822N13 | 00000 | 7822N14 | 00000 | ||
| 8-32 | 3/8" | 2 1/8" | UNC | 4 | 29 Ga. | 0.136" | Square | 7822N17 | 000000 | 7822N18 | 000000 | ||
| 10-24 | 1/2" | 2 3/8" | UNC | 4 | 25 Ga. | 0.1495" | Square | 7822N28 | 000000 | 7822N29 | 000000 | ||
| 10-32 | 1/2" | 2 3/8" | UNF | 4 | 21 Ga. | 0.159" | Square | 7822N15 | 000000 | 7822N16 | 000000 | ||
| 1/4"-20 | 5/8" | 2 1/2" | UNC | 4 | 7 Ga. | 0.201" | Square | 7822N11 | 000000 | 7822N12 | 000000 | ||
| 1/4"-28 | 5/8" | 2 1/2" | UNF | 4 | 3 Ga. | 0.213" | Square | 7822N53 | 000000 | 7822N59 | 000000 | ||
| 5/16"-18 | 11/16" | 2 23/32" | UNC | 4 | F | 0.257" | Square | 7822N19 | 000000 | 7822N21 | 000000 | ||
| 3/8"-16 | 3/4" | 2 15/16" | UNC | 4 | 5/16" | 0.3125" | Square | 7822N22 | 000000 | 7822N23 | 000000 | ||
| 1/2"-13 | 15/16" | 3 3/8" | UNC | 4 | 27/64" | 0.4219" | Square | 7822N26 | 000000 | 7822N27 | 000000 | ||
| 9/16"-12 | 1" | 3 19/32" | UNC | 4 | 31/64" | 0.4844" | Square | 7822N54 | 000000 | ——— | 0 | ||
| 5/8"-11 | 1 1/16" | 3 13/16" | UNC | 4 | 17/32" | 0.5313" | Square | 7822N55 | 000000 | 7822N61 | 000000 | ||
| 3/4"-10 | 1 7/32" | 4 1/4" | UNC | 4 | 21/32" | 0.6563" | Square | 7822N56 | 000000 | 7822N62 | 000000 | ||
| 3/4"-16 | 1 7/32" | 4 1/4" | UNF | 4 | 11/16" | 0.6875" | Square | 7822N57 | 000000 | ——— | 0 | ||
| M3 × 0.5 mm | 5/16" | 1 15/16" | Metric | 3 | 2.5 mm | 0.0984" | Square | 7822N31 | 000000 | 7822N32 | 000000 | ||
| M4 × 0.7 mm | 3/8" | 2 1/8" | Metric | 4 | 3.3 mm | 0.1299" | Square | 7822N33 | 000000 | 7822N34 | 000000 | ||
| M5 × 0.8 mm | 1/2" | 2 3/8" | Metric | 4 | 4.2 mm | 0.1654" | Square | 7822N35 | 000000 | 7822N36 | 000000 | ||
| M6 × 1 mm | 5/8" | 2 1/2" | Metric | 4 | 5 mm | 0.1969" | Square | 7822N37 | 000000 | 7822N38 | 000000 | ||
| M8 × 1.25 mm | 11/16" | 2 23/32" | Metric | 4 | 6.7 mm | 0.2638" | Square | 7822N39 | 000000 | 7822N41 | 000000 | ||
| M10 × 1.5 mm | 1 1/4" | 2 31/32" | Metric | 4 | 8.5 mm | 0.3346" | Square | 7822N63 | 000000 | 7822N64 | 000000 | ||
Chip-Clearing Tap Sets
 |
A range of sizes that remove chips so they don’t ruin the threads or jam the tap. The spiral-point flutes force chips through the hole to prevent buildup and create threads faster than standard taps. Also known as gun taps.
High-Speed Steel—The most versatile taps resist heat and wear to stay sharp. They’re good for most metals and plastic.
Uncoated—The economical choice, these won't last as long as coated taps.
Gold Oxide—The finish increases wear resistance and reduces friction to improve chip flow, so these taps can last 50% longer than uncoated taps.
Titanium Nitride (TiN) Coated—Run at higher speeds and last twice as long as uncoated taps.
Spiral-Point Flute for Through Holes | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
No. of Pieces | Thread Size | Thread Type | Container Type | Shank Type | Specs. Met | Chamfer Type | Each | |||
High-Speed Steel | ||||||||||
Uncoated | ||||||||||
| 7 | M3, M4, M5, M6, M8, M10, M12 | Metric | Plastic Case | Square | ISO 529 | Plug | 2847N11 | 0000000 | ||
Gold Oxide | ||||||||||
| 10 | 1/4"-20, 1/4"-28, 5/16"-18, 5/16"-24, 3/8"-16, 3/8"-24, 7/16"-14, 7/16"-20, 1/2"-13, 1/2"-20 | UNF, UNC | Metal Case | Square | — | Plug | 27275A21 | 000000 | ||
| 19 | 0-80, 1-64, 1-72, 2-56, 2-64, 3-48, 3-56, 4-40, 4-48, 5-40, 5-44, 6-32, 6-40, 8-32, 8-36, 10-24, 10-32, 12-24, 12-28 | UNF, UNC | Metal Case | Square | — | Plug | 27275A22 | 000000 | ||
Titanium Nitride (TiN) Coated | ||||||||||
| 7 | M3, M4, M5, M6, M8, M10, M12 | Metric | Plastic Case | Square | ISO 529 | Plug | 4737N11 | 000000 | ||
Helical Insert Taps
Match the size of helical inserts so they fit tightly when installed in the hole.
High-Speed Steel—These taps resist heat and wear to stay sharp.
Plug Chamfer—Our go-to chamfer type. With a longer taper than a bottoming chamfer, they are easier to turn but won't thread as close the bottom of a hole.
Bottoming Chamfer—Cut all the way to the bottom of blind holes with taps that have the shortest taper. Since these require the most force to turn, they’re often used to finish holes started by taper- or plug-chamfer taps.
Drill Bit | Plug Chamfer | Bottoming Chamfer | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
For Insert Size | Thread Lg. | Overall Lg. | For Insert Thread Type | No. of Flutes | Size | Decimal Size Equiv. | Shank Type | Each | Each | ||||
High-Speed Steel | |||||||||||||
Uncoated | |||||||||||||
| 1/8 | 1 1/16" | 2 7/16" | NPT | 4 | W | 0.386" | Square | 91711A251 | 000000 | ——— | 0 | ||
| 1/8 | 1 1/2" | 3 1/8" | BSPP | 4 | 25/64" | 0.3906" | Square | 91711A111 | 00000 | ——— | 0 | ||
| 1/4 | 1 1/16" | 2 9/16" | NPT | 4 | 33/64" | 0.5156" | Square | 91711A252 | 000000 | ——— | 0 | ||
| 1/4 | 1 5/8" | 3 1/2" | BSPP | 4 | 17/32" | 0.5313" | Square | 91711A112 | 00000 | ——— | 0 | ||
| 3/8 | 1 3/8" | 3 1/8" | NPT | 4 | 21/32" | 0.6563" | Square | 91711A253 | 000000 | ——— | 0 | ||
| 3/8 | 1 7/8" | 4" | BSPP | 4 | 43/64" | 0.6719" | Square | 91711A113 | 000000 | ——— | 0 | ||
| 1/2 | 1 3/8" | 3 1/4" | NPT | 5 | 13/16" | 0.8125" | Square | 91711A254 | 000000 | ——— | 0 | ||
| 1/2 | 2 1/4" | 4 7/8" | BSPP | 4 | 27/32" | 0.8738" | Square | 91711A114 | 000000 | ——— | 0 | ||
| 0-80 | 3/8" | 1 11/16" | UNF | 2 | 52 Ga. | 0.0635" | Square | 91709A681 | 00000 | 91709A682 | 000000 | ||
| 1-64 | 1/2" | 1 13/16" | UNC | 3 | 46 Ga. | 0.081" | Square | 91709A090 | 00000 | ——— | 0 | ||
| 1-64 | 9/16" | 1 7/8" | UNC | 3 | 46 Ga. | 0.0810" | Square | ——— | 0 | 91709A683 | 00000 | ||
| 2-56 | 9/16" | 1 7/8" | UNC | 3 | 41 Ga. | 0.096" | Square | 91709A098 | 00000 | 91709A401 | 00000 | ||
| 3-48 | 5/8" | 1 15/16" | UNC | 3 | 7/64" | 0.1094" | Square | 91709A099 | 00000 | 91709A404 | 00000 | ||
| 3-56 | 5/8" | 1 15/16" | UNF | 3 | 36 Ga. | 0.1065" | Square | 91709A055 | 00000 | 91709A403 | 00000 | ||
| 4-40 | 11/16" | 2" | UNC | 3 | 31 Ga. | 0.12" | Square | 91709A101 | 00000 | 91709A407 | 00000 | ||
| 4-48 | 11/16" | 2" | UNF | 3 | 31 Ga. | 0.12" | Square | 91709A057 | 00000 | 91709A410 | 00000 | ||
| 5-40 | 3/4" | 2 1/8" | UNC | 3 | 29 Ga. | 0.136" | Square | 91709A061 | 00000 | 91709A413 | 00000 | ||
| 6-32 | 7/8" | 2 3/8" | UNC | 3 | 25 Ga. | 0.1495" | Square | 91709A102 | 00000 | 91709A416 | 00000 | ||
| 6-40 | 3/4" | 2 1/8" | UNF | 3 | 25 Ga. | 0.1495" | Square | 91709A063 | 00000 | 91709A419 | 00000 | ||
| 8-32 | 15/16" | 2 3/8" | UNC | 3 | 16 Ga. | 0.177" | Square | 91709A103 | 00000 | 91709A422 | 00000 | ||
| 8-36 | 15/16" | 2 3/8" | UNF | 3 | 16 Ga. | 0.177" | Square | 91709A065 | 00000 | 91709A425 | 00000 | ||
| 10-24 | 1" | 2 1/2" | UNC | 3 | 5 Ga. | 0.2055" | Square | 91709A104 | 00000 | 91709A428 | 00000 | ||
| 10-32 | 1" | 2 1/2" | UNF | 3 | 13/64" | 0.2031" | Square | 91709A151 | 00000 | 91709A431 | 00000 | ||
| 12-24 | 1 1/8" | 2 23/32" | UNC | 3 | 1 Ga. | 0.228" | Square | 91709A067 | 00000 | 91709A434 | 00000 | ||
| 1/4"-20 | 1 1/8" | 2 23/32" | UNC | 3 | H | 0.266" | Square | 91709A105 | 00000 | 91709A437 | 00000 | ||
| 1/4"-28 | 1 1/8" | 2 23/32" | UNF | 3 | 6.7 mm | 0.2637" | Square | 91709A152 | 00000 | 91709A440 | 00000 | ||
| 5/16"-18 | 1 1/4" | 2 15/16" | UNC | 4 | Q | 0.332" | Square | 91709A106 | 00000 | 91709A443 | 00000 | ||
| 5/16"-24 | 1 1/4" | 2 15/16" | UNF | 4 | 21/64" | 0.3281" | Square | 91709A153 | 00000 | 91709A446 | 00000 | ||
| 3/8"-16 | 1 21/32" | 3 3/8" | UNC | 4 | X | 0.397" | Square | 91709A107 | 00000 | 91709A449 | 00000 | ||
| 3/8"-24 | 1 7/16" | 3 5/32" | UNF | 4 | 25/64" | 0.3906" | Square | 91709A154 | 00000 | 91709A452 | 00000 | ||
| 7/16"-14 | 1 21/32" | 3 19/32" | UNC | 4 | 29/64" | 0.4531" | Square | 91709A108 | 00000 | 91709A455 | 00000 | ||
| 7/16"-20 | 1 21/32" | 3 3/8" | UNF | 4 | 29/64" | 0.4531" | Square | 91709A155 | 00000 | 91709A458 | 00000 | ||
| 1/2"-13 | 1 13/16" | 3 13/16" | UNC | 4 | 17/32" | 0.5313" | Square | 91709A109 | 00000 | 91709A461 | 00000 | ||
| 1/2"-20 | 1 21/32" | 3 19/32" | UNF | 4 | 33/64" | 0.5156" | Square | 91709A156 | 00000 | 91709A464 | 00000 | ||
| 9/16"-12 | 1 13/16" | 4 1/32" | UNC | 4 | 19/32" | 0.5938" | Square | 91709A111 | 00000 | 91709A467 | 000000 | ||
| 9/16"-18 | 1 13/16" | 3 13/16" | UNF | 4 | 37/64" | 0.5781" | Square | 91709A157 | 00000 | 91709A470 | 000000 | ||
| 5/8"-11 | 2" | 4 1/4" | UNC | 4 | 21/32" | 0.6563" | Square | 91709A112 | 00000 | 91709A473 | 000000 | ||
| 5/8"-18 | 1 13/16" | 4 1/32" | UNF | 4 | 41/64" | 0.6406" | Square | 91709A158 | 00000 | 91709A476 | 000000 | ||
| 3/4"-10 | 2 7/32" | 4 11/16" | UNC | 4 | 25/32" | 0.7813" | Square | 91709A113 | 000000 | 91709A479 | 000000 | ||
| 3/4"-16 | 2" | 4 15/32" | UNF | 4 | 49/64" | 0.7656" | Square | 91709A159 | 000000 | 91709A482 | 000000 | ||
| 7/8"-9 | 2 1/2" | 5 1/16" | UNC | 4 | 29/32" | 0.9063" | Square | 91709A114 | 000000 | 91709A485 | 000000 | ||
| 7/8"-14 | 2 1/2" | 5 1/8" | UNF | 4 | 57/64" | 0.8906" | Square | 91709A161 | 000000 | 91709A488 | 000000 | ||
| 1"-8 | 2 9/16" | 5 3/4" | UNC | 4 | 1 1/32" | 1.0313" | Square | 91709A115 | 000000 | 91709A491 | 000000 | ||
| 1"-12 | 2 9/16" | 5 7/16" | UNF | 4 | 1 1/32" | 1.0313" | Square | 91709A073 | 000000 | 91709A497 | 000000 | ||
| 1"-14 | 2 9/16" | 5 7/16" | UNF | 4 | 1 1/32" | 1.0313" | Square | 91709A071 | 000000 | 91709A494 | 000000 | ||
| 1 1/8"-7 | 3" | 6 1/16" | UNC | 4 | 1 11/64" | 1.1719" | Square | 91709A116 | 000000 | 91709A500 | 000000 | ||
| 1 1/8"-12 | 2 9/16" | 5 3/4" | UNF | 4 | 1 5/32" | 1.1563" | Square | ——— | 0 | 91709A503 | 000000 | ||
| 1 1/8"-12 | 2 9/16" | 5 3/4" | UNF | 6 | 1 5/32" | 1.1563" | Square | 91709A075 | 000000 | ——— | 0 | ||
| 1 1/4"-7 | 3" | 6 3/8" | UNC | 4 | 1 19/64" | 1.2969" | Square | 91709A117 | 000000 | 91709A506 | 000000 | ||
| 1 1/4"-8 | 3" | 6" | UN | 4 | 1 1/4" | 1.25" | Square | 92335A311 | 000000 | 91709A310 | 000000 | ||
| 1 1/4"-12 | 3" | 6 1/16" | UNF | 4 | 1 9/32" | 1.2813" | Square | ——— | 0 | 91709A509 | 000000 | ||
| 1 1/4"-12 | 3" | 6 1/16" | UNF | 6 | 1 9/32" | 1.2813" | Square | 91709A077 | 000000 | ——— | 0 | ||
| 1 3/8"-6 | 3 3/16" | 6 11/16" | UNC | 6 | 1 27/64" | 1.4219" | Square | ——— | 0 | 91709A512 | 000000 | ||
| 1 1/2"-6 | 3 3/16" | 7" | UNC | 6 | 1 35/64" | 1.5469" | Square | 91709A119 | 000000 | 91709A518 | 000000 | ||
| 1 1/2"-8 | 3" | 6 5/8" | UN | 6 | 1 1/2" | 1.5" | Square | 92335A315 | 000000 | 91709A320 | 000000 | ||
| 1 1/2"-12 | 3 3/16" | 6 11/16" | UNF | 6 | 1 17/32" | 1.5313" | Square | 91709A083 | 000000 | 91709A521 | 000000 | ||
| 1 3/4"-8 | 3 5/8" | 7 1/4" | UN | 6 | 1 3/4" | 1.75" | Square | 92335A319 | 000000 | ——— | 0 | ||
| 1 3/4"-8 | 3 3/4" | 7 1/4" | UN | 6 | 1 3/4" | 1.75" | Square | ——— | 0 | 91709A330 | 000000 | ||
| M2 | 1/2" | 1 13/16" | Metric | 3 | 2.1 mm | 0.0827" | Square | 91709A240 | 000000 | 91709A230 | 000000 | ||
| M2.2 | 9/16" | 1 7/8" | Metric | 3 | 2.3 mm | 0.0906" | Square | ——— | 0 | 91709A210 | 000000 | ||
| M2.2 | 9/16" | 1 7/8" | Metric | 3 | 2.35 mm | 0.0925" | Square | 91709A190 | 00000 | ——— | 0 | ||
| M2.5 | 5/8" | 1 15/16" | Metric | 3 | 37 Ga. | 0.104" | Square | 91709A678 | 00000 | 91709A578 | 00000 | ||
| M3 | 11/16" | 2" | Metric | 3 | 3.2 mm | 0.1259" | Square | 91709A355 | 00000 | 91709A524 | 00000 | ||
| M3.5 | 3/4" | 2 1/8" | Metric | 3 | 3.7 mm | 0.1456" | Square | 91709A195 | 00000 | 91709A220 | 000000 | ||
| M4 | 7/8" | 2 3/8" | Metric | 3 | 19 Ga. | 0.166" | Square | 91709A359 | 00000 | 91709A527 | 00000 | ||
| M5 | 1" | 2 1/2" | Metric | 3 | 5.3 mm | 0.2086" | Square | 91709A201 | 00000 | 91709A530 | 00000 | ||
| M6 | 1 1/8" | 2 23/32" | Metric | 4 | 6.3 mm | 0.248" | Square | 91709A202 | 00000 | 91709A533 | 00000 | ||
| M7 | 1 1/4" | 2 15/16" | Metric | 4 | 7.3 mm | 0.2874" | Square | 91709A203 | 00000 | 91709A536 | 00000 | ||
| M8 | 1 1/4" | 2 15/16" | Metric | 4 | 8.3 mm | 0.3267" | Square | 91709A650 | 00000 | 91709A539 | 00000 | ||
| M8 | 1 1/4" | 2 15/16" | Metric | 4 | 8.4 mm | 0.3307" | Square | 91709A204 | 00000 | 91709A542 | 00000 | ||
| M10 | 1 7/16" | 3 3/16" | Metric | 4 | 13/32" | 0.4063" | Square | 91709A672 | 00000 | 91709A575 | 00000 | ||
| M10 | 1 21/32" | 3 3/8" | Metric | 4 | 13/32" | 0.4063" | Square | 91709A653 | 00000 | 91709A545 | 000000 | ||
| M10 | 1 21/32" | 3 3/8" | Metric | 4 | 10.5 mm | 0.4134" | Square | 91709A205 | 00000 | 91709A548 | 00000 | ||
| M12 | 1 21/32" | 3 19/32" | Metric | 4 | 31/64" | 0.4844" | Square | 91709A675 | 00000 | 91709A551 | 000000 | ||
| M12 | 1 21/32" | 3 19/32" | Metric | 4 | 12.5 mm | 0.4921" | Square | 91709A206 | 00000 | 91709A554 | 00000 | ||
| M12 | 1 21/32" | 3 19/32" | Metric | 4 | 12.5 mm | 0.4921" | Square | 91709A656 | 00000 | 91709A557 | 00000 | ||
| M14 | 1 13/16" | 3 13/16" | Metric | 4 | 37/64" | 0.5781" | Square | 91709A659 | 00000 | 91709A560 | 000000 | ||
| M14 | 1 13/16" | 4 1/32" | Metric | 4 | 14.5 mm | 0.5709" | Square | 91709A368 | 000000 | 91709A563 | 000000 | ||
| M16 | 2" | 4 1/4" | Metric | 4 | 21/32" | 0.6563" | Square | 92450A621 | 000000 | 92450A622 | 000000 | ||
| M16 | 2" | 4 1/4" | Metric | 4 | 16.5 mm | 0.6496" | Square | 91709A371 | 00000 | 91709A566 | 000000 | ||
| M18 | 2 7/32" | 4 11/16" | Metric | 4 | 47/64" | 0.7344" | Square | 91709A373 | 000000 | 91709A569 | 000000 | ||
| M20 | 2 7/32" | 4 11/16" | Metric | 4 | 13/16" | 0.8125" | Square | 92450A311 | 000000 | 92450A623 | 000000 | ||
| M20 | 2 7/32" | 4 29/32" | Metric | 4 | 13/16" | 0.8125" | Square | 91709A375 | 000000 | 91709A572 | 000000 | ||
| M24 | 1 1/2" | 4" | Metric | 4 | 31/32" | 0.9688" | Square | 92450A325 | 000000 | 91709A340 | 000000 | ||
| M30 | 1 1/2" | 4" | Metric | 4 | 1 7/32" | 1.2188" | Square | 92450A345 | 000000 | 91709A350 | 000000 | ||
| M36 | 3 1/4" | 6 5/8" | Metric | 6 | 1 15/32" | 1.4688" | Square | 92450A361 | 000000 | 91709A360 | 000000 | ||
Chip-Clearing Tap and Drill Bit Sets for Through Holes
 |
Also known as gun taps, the taps in these sets have spiral-point flutes that push chips ahead of the tap and out of through holes. Because they don't need to be reversed to prevent buildup, they produce threads more efficiently than standard taps and are suitable for production work. Taps have a square shank for compatibility with tap wrenches and tap holders for drill presses and milling machines. With a plug chamfer, they have 3-5 chamfered cutting threads, so they're suitable for start-to-finish tapping. All taps and drill bits are made of high-speed steel for use on most metal and plastic.
No. of Pieces | Chamfer Type | Tap Sizes Included | Overall Lg. | Thread Type | No. of Flutes | Pitch Dia. Limit | Drill Bit Sizes Included | Drill Bit Material | Container Type | Each | |||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Gold-Oxide High-Speed Steel Tap | |||||||||||||
| 18 | Plug | 6-40 8-36 10-24 10-32 1/4"-28 5/16"-24 3/8"-24 7/16"-20 1/2"-20 | 2 1/16" 2 7/32" 2 15/32" 2 5/8" 2 7/8" 3 1/8" 3 5/32" 3 3/8" | UNF | 2, 3 | H2, H3 | 29/64" 25/64" 33 ga. 29 ga. 25 ga. 21 ga. 3 ga. I Q | Gold-Oxide High-Speed Steel | Metal Case | 27275A32 | 0000000 | ||
| 18 | Plug | M2.5 × 0.45 mm M3 × 0.5 mm M3.5 × 0.6 mm M4 × 0.7 mm M5 × 0.8 mm M6 × 1.00 mm M8 × 1.25 mm M10 × 1.5 mm M12 × 1.75 mm | 1 13/16" 1 15/16" 2" 2 1/8" 2 3/8" 2 1/2" 2 23/32" 2 15/16" 3 3/8" | Metric | 2, 3 | D3, D4, D5, D6 | 2.05 mm 2.5 mm 2.9 mm 3.3 mm 4.2 mm 5 mm 6.7 mm 8.5 mm 10.2 mm | Gold-Oxide High-Speed Steel | Metal Case | 27275A11 | 000000 | ||
Thread Mills
For Internal Threads (UNC, UNEF, UNF, UNJ, UNS)
 |
For Min. Screw Size | Threads per In. | Thread Lg. | Overall Lg. | No. of Flutes | Shank Size | Each | |||
|---|---|---|---|---|---|---|---|---|---|
Aluminum Titanium Nitride (AlTiN)-Coated Carbide | |||||||||
| No. 4 | 40 | 3/16" | 2 1/2" | 2 | 1/4" | 5277N11 | 0000000 | ||
| No. 6 | 32 | 17/64" | 2 1/2" | 3 | 1/4" | 5277N12 | 000000 | ||
| No. 8 | 32 | 17/64" | 2 1/2" | 3 | 1/4" | 5277N13 | 000000 | ||
| No. 10 | 24 | 11/32" | 2 1/2" | 3 | 1/4" | 5277N14 | 000000 | ||
| No. 10 | 32 | 21/64" | 2 1/2" | 3 | 1/4" | 5277N15 | 000000 | ||
| 1/4" | 20 | 33/64" | 2 1/2" | 3 | 1/4" | 5277N16 | 000000 | ||
| 5/16" | 18 | 5/8" | 2 1/2" | 3 | 1/4" | 5277N17 | 000000 | ||
| 3/8" | 16 | 25/32" | 3" | 4 | 5/16" | 5277N18 | 000000 | ||
| 1/2" | 13 | 7/8" | 3" | 4 | 3/8" | 5277N19 | 000000 | ||
For Internal/External Threads (UNC, UNEF, UNF, UNS) and Internal Threads (UNJ)
 |
 |
For Min. Screw Size | Threads per In. | Overall Lg. | Shank Size | Neck Dia. | Each | |||
|---|---|---|---|---|---|---|---|---|
Aluminum Titanium Nitride (AlTiN)-Coated Carbide | ||||||||
| No. 2 | 56 to 80 | 1 1/2" | 1/8" | 0.034" | 4425N11 | 000000 | ||
| No. 4 | 48 to 80 | 2" | 3/16" | 0.045" | 4425N12 | 00000 | ||
| No. 6 | 32 to 56 | 2" | 3/16" | 0.049" | 4425N13 | 00000 | ||
| No. 8 | 32 to 56 | 2" | 3/16" | 0.07" | 4425N14 | 00000 | ||
| No. 10 | 28 to 48 | 2" | 3/16" | 0.075" | 4425N15 | 00000 | ||
| No. 12 | 24 to 48 | 2" | 3/16" | 0.08" | 4425N16 | 00000 | ||
| 1/4" | 24 to 48 | 2 1/2" | 1/4" | 0.104" | 4425N17 | 00000 | ||
| 5/16" | 16 to 48 | 2 1/2" | 1/4" | 0.153" | 4425N18 | 00000 | ||
| 3/8" | 18 to 48 | 3" | 3/8" | 0.192" | 4425N19 | 00000 | ||
| 1/2" | 12 to 48 | 3" | 3/8" | 0.24" | 4425N21 | 00000 | ||
Left-Hand Thread Helical Insert Taps
Drill Bit | Plug Chamfer | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
For Insert Size | Thread Lg. | Overall Lg. | For Insert Thread Type | No. of Flutes | Size | Decimal Size Equiv. | Shank Type | Each | |||
High-Speed Steel | |||||||||||
Uncoated | |||||||||||
| 1/4"-20 | 1 1/8" | 2 23/32" | UNC | 4 | H | 0.266" | Square | 92090A311 | 000000 | ||
| 1/4"-28 | 1 1/8" | 2 23/32" | UNF | 4 | 6.7 mm | 0.2637" | Square | 92090A315 | 00000 | ||
| 5/16"-18 | 1 1/4" | 2 15/16" | UNC | 4 | Q | 0.332" | Square | 92090A321 | 00000 | ||
| 5/16"-24 | 1 1/4" | 2 15/16" | UNF | 4 | 21/64" | 0.3281" | Square | 92090A323 | 00000 | ||
| 3/8"-16 | 1 21/32" | 3 3/8" | UNC | 4 | X | 0.397" | Square | 92090A327 | 00000 | ||
| 3/8"-24 | 1 7/16" | 3 5/32" | UNF | 4 | 25/64" | 0.3906" | Square | 92090A331 | 00000 | ||
| 1/2"-13 | 1 13/16" | 3 13/16" | UNC | 4 | 17/32" | 0.5313" | Square | 92090A343 | 00000 | ||
| 1/2"-20 | 1 21/32" | 3 19/32" | UNF | 4 | 33/64" | 0.5156" | Square | 92090A347 | 00000 | ||
| 5/8"-11 | 1 13/16" | 4 1/4" | UNC | 4 | 21/32" | 0.6563" | Square | 92090A351 | 00000 | ||
| 5/8"-18 | 1 13/16" | 4 1/32" | UNF | 4 | 41/64" | 0.6406" | Square | 92090A355 | 00000 | ||
| 3/4"-10 | 2 7/32" | 4.667" | UNC | 4 | 25/32" | 0.7813" | Square | 92090A359 | 000000 | ||
Thread-Repairing File Sets
For Internal and External Threads
 |
No. of Pieces | For Threads per In. | For Thread Pitch, mm | Overall Lg. | Material | Container Type | Each | ||
|---|---|---|---|---|---|---|---|---|
| 4 | 8, 9, 10, 11, 11 1/2, 12, 13, 14, 16, 18, 20, 24, 27, 28, 32 | 0.75, 1, 1.25, 1.5, 1.75, 2, 2.5, 3 | 9 1/4" | Steel | Plastic Pouch | 2542A61 | 0000000 |
Internal Thread Repair Tools for Any Thread Pitch
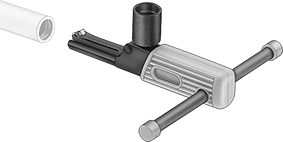 |
These tools have adjustable blades to repair any inch or metric thread size. Use them on threaded holes with an ID from 5/16" to 1 1/4" or 8 mm to 32 mm.
Thread Repair Tools | Replacement Thread Repair Tool Pads | Replacement Thread Repair Tool Blades | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
For ID | For Threads per Inch | For Thread Pitch | Overall Lg. | Blade Material | Handle Material | Each | Each | Each | |||||
| 5/16" to 7/16", 8 mm to 11 mm | Any | Any | 4 5/16" | Steel | Plastic | 2581A41 | 0000000 | 2581A91 | 00000 | 2581A81 | 000000 | ||
| 1/2" to 5/8", 12 mm to 16 mm | Any | Any | 4 5/16" | Steel | Plastic | 2581A42 | 000000 | 2581A92 | 0000 | 2581A82 | 00000 | ||
| 11/16" to 13/16", 16 mm to 20 mm | Any | Any | 4 3/8" | Steel | Plastic | 2581A43 | 000000 | 2581A93 | 0000 | 2581A83 | 00000 | ||
| 7/8" to 1 1/4", 22 mm to 32 mm | Any | Any | 5 3/8" | Steel | Plastic | 2581A44 | 000000 | 2581A94 | 0000 | 2581A84 | 00000 | ||
Fastener Thread-Repairing Files
Pipe and Conduit Thread-Repairing Files
For Internal Threads
 |
Thread File Handles—Thread file handles slip over the file to provide a comfortable grip.
For Internal and External Threads
|
For Threads per In. | Wd. | Thk. | Overall Lg. | Material | Each | ||
|---|---|---|---|---|---|---|---|
| 8, 10, 11 1/2, 14, 16, 18, 24, 27 | 3/8" | 3/8" | 9 1/4" | Steel | 2542A52 | 000000 |
