


























Thread Size Thread Size | Show |
|---|
Thread Size Thread Size | Hide |
|---|
For Use On For Use On |
|---|
|
|
Width Width |
|---|

|
|
|
Flute Type Flute Type |
|---|
| Straight | |
| Spiral Point | |
| Spiral | |
Shape Shape |
|---|
 | Hex |
Thread Direction Thread Direction |
|---|
 | |
Individual/Set Individual/Set |
|---|
|
Application Application |
|---|
|
Container Type Container Type |
|---|
|
Material Material |
|---|
|
Finish Finish |
|---|
|
RoHS (Restriction of Hazardous Substances) RoHS (Restriction ofHazardous Substances) |
|---|
|
REACH (Registration, Evaluation, Authorization and Restriction of Chemicals) REACH (Registration,Evaluation, Authorization and Restriction of Chemicals) |
|---|
|
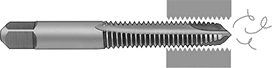
General Purpose Taps



Cut threads into most metal and plastic. These high-speed steel taps are durable enough for small-scale tapping jobs, but they're not recommended for production use. For better chip flow, choose a tap with fewer flutes.
Drive square-shank taps with a tap wrench or use them in a tap holder for drill presses and milling machines. Uncoated taps are strong enough for most tapping jobs but have the shortest tool life. Titanium-nitride (TiN) coated taps resist heat and wear better than uncoated taps, letting them last up to twice as long. Titanium-carbonitride (TiCN) coated taps have up to three times the tool life of uncoated taps. Their hard, smooth finish offers superior resistance to chipping, wear, and heat.
Taper-chamfer taps have 7-10 chamfered threads at the tip for cutting into the workpiece. They require less torque than other chamfer types, making them a good choice for starting threads and tapping through holes. However, a longer taper means that they cannot thread as close to the bottom of closed-end holes.
Plug-chamfer taps are a versatile choice for most tapping applications. With 3-5 chamfered cutting threads, they require moderate torque and are often used for start-to-finish tapping of through holes and closed-end holes. However, they do not start threads as easily as taper chamfers. When using them to tap closed-end holes, be sure to leave sufficient space at the bottom for chips to accumulate.
Bottoming-chamfer taps cut into the workpiece with just 1-2 chamfered threads. This short chamfer lets them thread holes closer to the bottom than other taps, but they require more torque to start threads.
Sets include one taper-, one plug-, and one bottoming-chamfer tap.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
Thread | Drill Bit | Tap Sets | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Size | Lg. | Overall Lg. | Size | Decimal Size Equivalent | No. of Flutes | Thread Type | Pitch Dia. Limit | Shank Type | Each | Each | ||
Taper Chamfer | ||||||||||||
Uncoated High-Speed Steel | ||||||||||||
| 9/16"-12 | 1 21/32" | 3 19/32" | 31/64" | 0.4844" | 4 | UNC | H3 | Square | 00000000 | 000000 | 00000000 | 000000 |
Titanium Nitride (TiN) Coated High-Speed Steel | ||||||||||||
| 9/16"-12 | 1 21/32" | 3 19/32" | 31/64" | 0.4844" | 4 | UNC | H3 | Square | 0000000 | 00000 | 0000000 | 00000 |
Titanium Carbonitride (TiCN) Coated High-Speed Steel | ||||||||||||
| 9/16"-12 | 1 21/32" | 3 19/32" | 31/64" | 0.4844" | 4 | UNC | H3 | Square | 000000000 | 00000 | 000000000 | 00000 |
Plug Chamfer | ||||||||||||
Uncoated High-Speed Steel | ||||||||||||
| 9/16"-12 | 1 21/32" | 3 19/32" | 31/64" | 0.4844" | 4 | UNC | H3 | Square | 00000000 | 00000 | 00000000 | 00000 |
Titanium Nitride (TiN) Coated High-Speed Steel | ||||||||||||
| 9/16"-12 | 1 21/32" | 3 19/32" | 31/64" | 0.4844" | 4 | UNC | H3 | Square | 0000000 | 00000 | 0000000 | 00000 |
Titanium Carbonitride (TiCN) Coated High-Speed Steel | ||||||||||||
| 9/16"-12 | 1 21/32" | 3 19/32" | 31/64" | 0.4844" | 4 | UNC | H3 | Square | 00000000 | 00000 | 000000000 | 00000 |
Bottoming Chamfer | ||||||||||||
Uncoated High-Speed Steel | ||||||||||||
| 9/16"-12 | 1 21/32" | 3 19/32" | 31/64" | 0.4844" | 4 | UNC | H3 | Square | 00000000 | 00000 | 00000000 | 00000 |
Titanium Nitride (TiN) Coated High-Speed Steel | ||||||||||||
| 9/16"-12 | 1 21/32" | 3 19/32" | 31/64" | 0.4844" | 4 | UNC | H3 | Square | 0000000 | 00000 | 0000000 | 00000 |
Titanium Carbonitride (TiCN) Coated High-Speed Steel | ||||||||||||
| 9/16"-12 | 1 21/32" | 3 19/32" | 31/64" | 0.4844" | 4 | UNC | H3 | Square | 000000000 | 00000 | 000000000 | 00000 |
Long-Reach General Purpose Taps
Use the extra-long shank to thread deep and hard-to-reach holes. These taps are made of uncoated high-speed steel and are for use on most metal and plastic. With a square shank, they're compatible with tap wrenches and tap holders for drill presses and milling machines. All have a chamfer with chamfered cutting threads, so they're suitable for start-to-finish tapping. When using them to tap closed-end holes, be sure to leave sufficient space at the bottom for chips to accumulate.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
Thread | Drill Bit | Shank | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Size | Lg. | Overall Lg. | Size | Decimal Size Equivalent | No. of Flutes | Thread Type | Pitch Dia. Limit | Dia. | Dia. Tolerance | Each | |
Bottoming Chamfer | |||||||||||
Uncoated High-Speed Steel | |||||||||||
| 9/16"-12 | 1 21/32" | 6" | 12.2 mm | 0.4803" | 4 | UNC | H3 | 0.429" | -0.0313" to 0.0313" | 00000000 | 000000 |
Plug Chamfer | |||||||||||
Uncoated High-Speed Steel | |||||||||||
| 9/16"-12 | 1 21/32" | 6" | 15/32" | 0.4688" | 4 | UNC | H3 | 0.429" | -0.0313" to 0.0313" | 00000000 | 00000 |
Taper Chamfer | |||||||||||
Uncoated High-Speed Steel | |||||||||||
| 9/16"-12 | 1 21/32" | 6" | 31/64" | 0.4844" | 4 | UNC | H3 | 0.429" | -0.0015" to 0" | 00000000 | 00000 |
Economy Carbon Steel Taps
Often used for thread repair and occasional hand tapping, these carbon steel taps can thread holes in most metal and plastic, but they have a shorter tool life than standard taps.
Taper-chamfer taps have 7-10 chamfered threads at the tip for cutting into the workpiece. This lets them cut with less torque than other chamfer types, making them a good choice for starting threads and tapping through holes. However, a longer taper means that they cannot thread as close to the bottom of closed-end holes.
Plug-chamfer taps are a versatile choice for most tapping applications. With 3-5 chamfered cutting threads, they require moderate torque and are often used for start-to-finish tapping of through holes and closed-end holes. However, they start threads less easily than taper chamfers. When using them to tap closed-end holes, be sure to leave sufficient space at the bottom for chips to accumulate.
Bottoming-chamfer taps cut into the workpiece with just 1-2 chamfered threads. This short chamfer lets them thread holes closer to the bottom than other taps, but they require more torque to start threads.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
Thread | Drill Bit | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Size | Lg. | Overall Lg. | Size | Decimal Size Equivalent | No. of Flutes | Thread Type | Pitch Dia. Limit | Each | |
Taper Chamfer | |||||||||
Uncoated Carbon Steel | |||||||||
| 9/16"-12 | 1 21/32" | 3 19/32" | 31/64" | 0.4844" | 4 | UNC | Not Rated | 000000000 | 00000 |
Plug Chamfer | |||||||||
Uncoated Carbon Steel | |||||||||
| 9/16"-12 | 1 21/32" | 3 19/32" | 31/64" | 0.4844" | 4 | UNC | Not Rated | 000000000 | 0000 |
Bottoming Chamfer | |||||||||
Uncoated Carbon Steel | |||||||||
| 9/16"-12 | 1 21/32" | 3 19/32" | 31/64" | 0.4844" | 4 | UNC | Not Rated | 000000000 | 0000 |
Carbide Taps
These taps are solid carbide with an aluminum-titanium-nitride (AlTiN) coating for high strength and excellent wear resistance. Use them on hard and abrasive material, such as heat-treated metal, nickel, and fiberglass. The extreme hardness of carbide taps means they are brittle, so they’re not recommended for hand tapping. A highly rigid setup, such as a CNC machine, is necessary to prevent the tap from breaking.
Plug-chamfer taps are a versatile choice for most tapping applications. With 3-5 chamfered cutting threads, they require moderate torque and are often used for start-to-finish tapping of through holes and closed-end holes. When using them to tap closed-end holes, be sure to leave sufficient space at the bottom for chips to accumulate.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
Thread | Drill Bit | Plug Chamfer | ||||||
|---|---|---|---|---|---|---|---|---|
| Size | Lg. | Overall Lg. | Size | Decimal Size Equivalent | No. of Flutes | Pitch Dia. Limit | Each | |
Titanium Aluminum Nitride (TiAlN) Coated Carbide | ||||||||
| 9/16"-12 | 1" | 3 19/32" | 31/64" | 0.4844" | 4 | H3 | 0000000 | 0000000 |
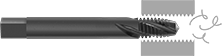
Chip-Clearing Taps for Through Holes
Keep chips clear while tapping. Also known as gun taps, these have spiral-point flutes that push chips ahead of the tap and out of through holes. Because they don't need to be reversed to prevent buildup, they produce threads more efficiently than standard taps and are suitable for production work. They're made of high-speed steel for use on most metal and plastic. With a square shank, they're compatible with tap wrenches and tap holders for drill presses and milling machines. All have a plug chamfer with 3-5 chamfered cutting threads, so they're suitable for start-to-finish tapping.
Use uncoated taps for short production runs. Titanium-nitride (TiN) coated taps resist heat and wear better than uncoated taps, letting them last up to twice as long. Titanium-carbonitride (TiCN) coated taps have up to three times the tool life of uncoated taps. Their hard, smooth finish offers superior resistance to chipping, wear, and heat.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
Thread | Drill Bit | Plug Chamfer | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Size | Lg. | Overall Lg. | Size | Decimal Size Equivalent | No. of Flutes | Thread Type | Pitch Dia. Limit | Each | |
Uncoated High-Speed Steel | |||||||||
| 9/16"-12 | 1 21/32" | 3 19/32" | 31/64" | 0.482" | 3 | UNC | H3 | 00000000 | 000000 |
Titanium Nitride (TiN) Coated High-Speed Steel | |||||||||
| 9/16"-12 | 1 21/32" | 3 19/32" | 31/64" | 0.482" | 3 | UNC | H3 | 00000000 | 00000 |
Titanium Carbonitride (TiCN) Coated High-Speed Steel | |||||||||
| 9/16"-12 | 1 21/32" | 3 19/32" | 31/64" | 0.482" | 3 | UNC | H3 | 00000000 | 00000 |
Taps for Steel and Stainless Steel
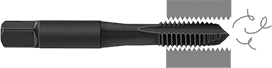
These taps are made of cobalt steel for higher strength and wear resistance than standard taps. Their flutes are designed to keep chips clear, so they don't need to be reversed to prevent buildup. With a square shank, they're compatible with tap wrenches and tap holders for drill presses and milling machines. Taps with plug chamfers have 3-5 chamfered cutting threads. Taps with bottoming chamfers have 1-2 threads.
Taps for through-hole threading have spiral-point flutes, which push chips ahead of the tap and out of through holes. They're also known as gun taps.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
Thread | Drill Bit | Through-Hole Threading | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Size | Lg. | Overall Lg. | Size | Decimal Size Equivalent | No. of Flutes | Thread Type | Pitch Dia. Limit | Each | |
Black Oxide Cobalt Steel | |||||||||
| 9/16"-12 | 1" | 3 19/32" | 31/64" | 0.4844" | 3 | UNC | H3 | 0000000 | 000000 |
Taps for Nickel
To tap nickel and other hard material, these cobalt steel taps have high cutting strength. Their spiral flutes keep chips clear, so they don't need to be reversed to prevent buildup. With a square shank, they're compatible with tap wrenches and tap holders for drill presses and milling machines. All have a plug chamfer with 3-5 chamfered cutting threads, so they're suitable for start-to-finish tapping.
Taps for through-hole threading push chips ahead of the tap and out of through holes.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
Thread | Drill Bit | Through-Hole Threading | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Size | Lg. | Overall Lg. | Size | Decimal Size Equivalent | No. of Flutes | Thread Type | Pitch Dia. Limit | Each | |
Black Oxide Cobalt Steel | |||||||||
| 9/16"-12 | 27/32" | 3 19/32" | 31/64" | 0.4844" | 3 | UNC | H3 | 00000000 | 000000 |
Tap Sets
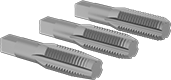
These taps are for use on most metal and plastic. They have a square shank that's compatible with tap wrenches and tap holders for drill presses and milling machines.
Uncoated carbon steel taps are for thread repair and occasional tapping. Use uncoated high-speed steel taps for small-scale tapping jobs. Titanium-nitride (TiN) coated high-speed steel taps resist heat and wear better than uncoated taps, letting them last up to twice as long. Titanium-carbonitride (TiCN) coated high-speed steel taps have up to three times the tool life of uncoated taps. Their hard, smooth finish offers superior resistance to chipping, wear, and heat.
Taper-chamfer taps have 7-10 chamfered threads at the tip for cutting into the workpiece. They require less torque than other chamfer types, making them a good choice for starting threads and tapping through holes. However, a longer taper means that they cannot thread as close to the bottom of closed-end holes.
Plug-chamfer taps are a versatile choice for most tapping applications. With 3-5 chamfered cutting threads, they require moderate torque and are often used for start-to-finish tapping of through holes and closed-end holes. However, they do not start threads as easily as taper chamfers. When using them to tap closed-end holes, be sure to leave sufficient space at the bottom for chips to accumulate.
Bottoming-chamfer taps cut into the workpiece with just 1-2 chamfered threads. This short chamfer lets them thread holes closer to the bottom than other taps, but they require more torque to start threads.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
Drill Bit | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Tap Sizes Included | Thread Type | Thread Lg. | Overall Lg. | Size | Decimal Size Equivalent | No. of Flutes | Pitch Dia. Limit | Container Type | No. of Pieces | Each | |
Uncoated Carbon Steel | |||||||||||
| 9/16"-12 | UNC | 1 21/32" | 3 19/32" | 31/64" | 0.4844" | 4 | Not Rated | Plastic Case | 3 | 000000000 | 000000 |
Uncoated High-Speed Steel | |||||||||||
| 9/16"-12 | UNC | 1 21/32" | 3 19/32" | 31/64" | 0.4844" | 4 | H3 | Plastic Case | 3 | 00000000 | 00000 |
Titanium-Nitride (TiN) Coated High-Speed Steel | |||||||||||
| 9/16"-12 | UNC | 1 21/32" | 3 19/32" | 31/64" | 0.4844" | 4 | H3 | Plastic Case | 3 | 0000000 | 00000 |
Titanium-Carbonitride (TiCN) Coated High-Speed Steel | |||||||||||
| 9/16"-12 | UNC | 1 21/32" | 3 19/32" | 31/64" | 0.4844" | 4 | H3 | Plastic Case | 3 | 000000000 | 00000 |
| No. of Pieces | Tap Sizes Included | Thread Type | Container Type | Each | |
Uncoated Carbon Steel | |||||
|---|---|---|---|---|---|
| 60 | 3 each of sizes: 1/4"-20 1/4"-28 5/16"-18 5/16"-24 3/8"-16 3/8"-24 7/16"-14 7/16"-20 1/2"-13 1/2"-20 9/16"-18 9/16"-12 5/8"-11 5/8"-18 3/4"-10 3/4"-16 7/8"-9 7/8"-14 1"-8 1"-12 | UNC, UNF | Plastic Case | 0000000 | 0000000 |
Tap and Die Sets

Use a single set for many sizes of internal and external threads. The taps and dies are for use on most metal and plastic. Hex-shaped dies are for thread repair and can be used with conventional wrenches.
Carbon steel taps are for thread repair and occasional tapping.
High-speed steel taps and dies last longer than carbon steel when used on similar material.
Taper-chamfer taps have 7-10 chamfered threads at the tip for cutting into the workpiece. They require less torque than other chamfer types, making them a good choice for starting threads and tapping through holes. However, a longer taper means that they cannot thread as close to the bottom of closed-end holes
Plug-chamfer taps are a versatile choice for most tapping applications. With 3-5 chamfered cutting threads, they require moderate torque and are often used for start-to-finish tapping of through holes and closed-end holes. However, they do not start threads as easily as taper-chamfer taps. When using them to tap closed-end holes, be sure to leave sufficient space at the bottom for chips to accumulate.
| No. of Pieces | Tap Sizes Included | Tap Chamfer Type | Die Shape | Die Sizes Included | Wd. | Container Type | Includes | Each | |
Carbon Steel | |||||||||
|---|---|---|---|---|---|---|---|---|---|
Right-Hand Thread | |||||||||
| 53 | 6-32, 8-32, 10-24, 10-32, 12-24, 1/8"-27, 1/4"-18, 1/4"-20, 1/4"-28, 5/16"-18, 5/16"-24, 3/8"-16, 3/8"-24, 7/16"-14,; 7/16"-20, 1/2"-13, 1/2"-20, 9/16"-12, 9/16"-18, 5/8"-11, 5/8"-18, 3/4"-10, and 3/4"-16 | Plug, Taper | Hex | 6-32, 8-32, 10-24, 10-32, 12-24, 1/8"-27, 1/4"-18, 1/4"-20, 1/4"-28, 5/16"-18, 5/16"-24, 3/8"-16, 3/8"-24, 7/16"-14,; 7/16"-20, 1/2"-13, 1/2"-20, 9/16"-12, 9/16"-18, 5/8"-11, 5/8"-18, 3/4"-10, and 3/4"-16 | 1", 1 7/16" | Plastic Case | Die Wrench (2), Screwdriver, Tap Wrench (3), Thread Gauge | 0000000 | 0000000 |
| 65 | 4-40, 6-32, 8-32, 10-24, 10-32, 12-24,; 1/8"-27, 1/4"-18, 1/4"-20, 1/4"-28, 5/16"-18, 5/16"-24,; 3/8"-16, 3/8"-24, 7/16"-14, 7/16"-20, 1/2"-13, 1/2"-20,; 9/16"-12, 9/16"-18, 5/8"-11, 5/8"-18, 3/4"-10, 3/4"-16,; 7/8"-9, 7/8"-14, 1"-8, and 1"-14 | Plug, Taper | Hex | 4-40, 6-32, 8-32, 10-24, 10-32, 12-24; 1/8"-27, 1/4"-18, 1/4"-20, 1/4"-28, 5/16"-18, 5/16"-24,; 3/8"-16, 3/8"-24, 7/16"-14, 7/16"-20, 1/2"-13, 1/2"-20,; 9/16"-12, 9/16"-18, 5/8"-11, 5/8"-18, 3/4"-10,; 3/4"-16, 7/8"-9, 7/8"-14, 1"-8, and 1"-14 | 5/8", 1", 1 7/16", 1 13/16" | Plastic Case | Die Wrench (4), Tap Wrench (4), Thread Gauge | 00000000 | 000000 |
High-Speed Steel | |||||||||
Right-Hand Thread | |||||||||
| 58 | 6-32, 8-32, 10-24, 10-32, 12-24, 1/8"-27, 1/4"-18, 1/4"-20, 1/4"-28, 5/16"-18, 5/16"-24, 3/8"-16, 3/8"-24, 7/16"-14,; 7/16"-20, 1/2"-13, 1/2"-20, 9/16"-12, 9/16"-18, 5/8"-11, 5/8"-18, 3/4"-10, and 3/4"-16 | Plug | Hex | 6-32, 8-32, 10-24, 10-32, 12-24, 1/8"-27, 1/4"-18, 1/4"-20, 1/4"-28, 5/16"-18, 5/16"-24, 3/8"-16, 3/8"-24, 7/16"-14,; 7/16"-20, 1/2"-13, 1/2"-20, 9/16"-12, 9/16"-18, 5/8"-11, 5/8"-18, 3/4"-10, and 3/4"-16 | 1", 1 7/16" | Plastic Case | Die Wrench (2), Extractor (5), Screwdriver, Tap Wrench (3), Thread Gauge | 00000000 | 000000 |
Thread Repairing Tap, Die, and File Sets

Repair screw threads in a wide range of sizes. The dies are hex shaped for use with conventional wrenches. The taps have a square shank that's compatible with tap wrenches and tap holders for drill presses and drilling machines. With a plug chamfer, all taps have 3-5 chamfered threads and are suitable for thread repair in both through holes and closed-end holes.
| Number of Pieces | Tap Sizes Included | Die Sizes Included | File Sizes Included | Container Type | Each | |
Carbon Steel | ||||||
|---|---|---|---|---|---|---|
Right-Hand Thread | ||||||
| 53 | 1/4”-20, 1/4”-28, 5/16”-18, 5/16"-24, 3/8"-16, 3/8"-24, 7/16"-14, 7/16"-20, 1/2"-13, 1/2"-20, 9/16”-12, 9/16"-18, M6 × 1.00 mm, M8 × 1.25 mm, M10 × 1.25 mm, M10 × 1.50 mm, M12 × 1.25 mm, M12 × 1.50 mm, and M12 × 1.75 mm | 1/4"-20, 1/4"-28, 5/16"-18, 5/16"-24, 3/8"-16, 3/8"-24, 7/16"-14, 7/16"-20, 1/2"-13, 1/2"-20, 9/16"-12, 9/16"-18, 5/8"-11, 5/8"-18, 3/4"-10, 3/4"-16, 3/4"-20, M6 × 1.00 mm, M6 × 1.25 mm, M7 × 1.00 mm, M8 × 1.00 mm, M8 × 1.25 mm, M8 × 1.50 mm, M10 × 1.00 mm, M10 × 1.25 mm, M10 × 1.50 mm, M12 × 1.25 mm, M12 × 1.50 mm, M12 × 1.75 mm, M14 × 1.25 mm, M14 × 1.50 mm, and M20 × 1.50 mm | For 11 to 24 threads per inch, For 0.8 to 3 mm thread pitches | Plastic Case | 00000000 | 0000000 |
Helical Inserts with Installation Tools

Inserts come with a through-hole tap and installation tool. Also known as Heli-Coil inserts, they have coils that expand once installed to securely anchor the insert. All have a prong for ease of installation. An installation tool grips the prong and reduces the coil diameter, enabling the insert to fit in tapped holes. Remove the prong to insert the screw.
| Thread Size | Installed Lg. | Drill Bit Size | For Max. Hole Dia. | No. of Inserts Included | Includes | Each | |
18-8 Stainless Steel—Right-Hand Threaded | |||||||
|---|---|---|---|---|---|---|---|
| 9/16"-12 | 0.844" | 19/32" | 19/32" | 6 | Drill Bit, Through-Hole Tap, Installation Tool | 000000000 | 0000000 |