





























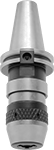
Drill Chucks with Morse Taper Integral Arbor
Minimize runout and slippage under heavy cutting forces from drill presses, lathes, and milling machines. These chucks have an integrated arbor for a one-piece design that makes them more accurate and compact than chucks with a separate arbor. Made of hardened steel, they resist wear from repeated use. They’re keyless, so you can swap bits in and out with a quick twist of the sleeve. As torque increases, their grip will tighten.
To maximize grip and minimize runout, choose a chuck where your drill bit diameter falls in the middle of the bit shank size range.
McMaster-Carr approved chucks are made on the same equipment that once produced Jacobs chucks in Europe, so you get high-quality performance without the brand-name price.
Albrecht chucks are known for their unmatched quality. Made in Germany, every chuck undergoes multiple inspections and tests to ensure they operate smoothly and keep your bits aligned over their long life.
For Bit Shank Size | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Morse Taper Number | Inch | mm | Max. No-Load Speed, rpm | TIR (Total Indicated Runout) Accuracy | Jaw Material | Body Material | Projection | Max. Body Dia. | For Tool Drive Direction | Manufacturer Model Number | Features | Includes | Certification | Each | |
Keyless | |||||||||||||||
McMaster-Carr Approved | |||||||||||||||
| 2 | 1/32"-1/2" | 1-13 | 10,000 | 0.0016" | Hardened Steel | Hardened Steel | 3 1/8" | 1.89" | Clockwise | __ | Wrench Flats | Spanner Wrench | Accuracy Certificate | 30075A101 | 0000000 |
| 2 | 1/8"-5/8" | 3-16 | 8,000 | 0.0016" | Hardened Steel | Hardened Steel | 3 3/8" | 2.13" | Clockwise | __ | Wrench Flats | Spanner Wrench | Accuracy Certificate | 30075A102 | 000000 |
| 3 | 1/32"-1/2" | 1-13 | 10,000 | 0.0016" | Hardened Steel | Hardened Steel | 3 1/8" | 1.89" | Clockwise | __ | Wrench Flats | Spanner Wrench | Accuracy Certificate | 30075A103 | 000000 |
| 3 | 1/8"-5/8" | 3-16 | 8,000 | 0.0016" | Hardened Steel | Hardened Steel | 3 3/8" | 2.13" | Clockwise | __ | Wrench Flats | Spanner Wrench | Accuracy Certificate | 30075A104 | 000000 |
| 4 | 1/32"-1/2" | 1-13 | 10,000 | 0.0016" | Hardened Steel | Hardened Steel | 3 1/8" | 1.89" | Clockwise | __ | Wrench Flats | Spanner Wrench | Accuracy Certificate | 30075A105 | 000000 |
| 4 | 1/8"-5/8" | 3-16 | 8,000 | 0.0016" | Hardened Steel | Hardened Steel | 3 3/8" | 2.13" | Clockwise | __ | Wrench Flats | Spanner Wrench | Accuracy Certificate | 30075A106 | 000000 |
Albrecht | |||||||||||||||
| 2 | 1/32"-1/2" | 1-13 | 7,000 | 0.0019" | Hardened Steel | Hardened Steel | 3 3/8" | 2" | Clockwise | CP130-2MT | __ | __ | __ | 30075A45 | 000000 |
| 2 | 1/8"-5/8" | 3-16 | 4,000 | 0.002" | Hardened Steel | Hardened Steel | 3 1/2" | 2.25" | Clockwise | CP160-2MT | __ | __ | __ | 30075A107 | 000000 |
| 3 | 1/32"-1/2" | 1-13 | 7,000 | 0.0019" | Hardened Steel | Hardened Steel | 3 3/8" | 2" | Clockwise | CP130-3MT | __ | __ | __ | 30075A46 | 000000 |
| 3 | 1/8"-5/8" | 3-16 | 4,000 | 0.002" | Hardened Steel | Hardened Steel | 3 1/2" | 2.25" | Clockwise | CP160-3MT | __ | __ | __ | 30075A54 | 000000 |
| 4 | 1/32"-1/2" | 1-13 | 7,000 | 0.0019" | Hardened Steel | Hardened Steel | 3 7/16" | 2" | Clockwise | CP130-4MT | __ | __ | __ | 30075A47 | 000000 |
| 4 | 1/8"-5/8" | 3-16 | 4,000 | 0.002" | Hardened Steel | Hardened Steel | 3 9/16" | 2.25" | Clockwise | CP160-4MT | __ | __ | __ | 30075A56 | 000000 |




| For Manufacturer Model Number | Includes | Each | |
Ball Bearing Set | |||
|---|---|---|---|
| CP130-2MT, CP130-3MT, CP130-4MT | Set of 42 Ball Bearings | 2825A33 | 000000 |
Collar | |||
| CP130-2MT, CP130-3MT, CP130-4MT | __ | 2825A32 | 00000 |
Drive Pin | |||
| CP130-2MT, CP130-3MT, CP130-4MT | __ | 2825A07 | 00000 |
| CP160-2MT, CP160-3MT, CP160-4MT | __ | 2825A08 | 00000 |
Hood | |||
| CP130-2MT, CP130-3MT, CP130-4MT | __ | 2825A11 | 000000 |
| CP160-2MT, CP160-3MT, CP160-4MT | __ | 2825A57 | 000000 |
Jaw Guide | |||
| CP130-2MT, CP130-3MT, CP130-4MT | __ | 2825A17 | 000000 |
| CP160-2MT, CP160-3MT, CP160-4MT | __ | 2825A18 | 000000 |
Jaw Set | |||
| CP130-2MT, CP130-3MT, CP130-4MT | Set of Three Jaws | 2825A77 | 000000 |
| CP160-2MT, CP160-3MT, CP160-4MT | Set of Three Jaws | 2825A78 | 000000 |
Shell | |||
| CP130-2MT, CP130-3MT, CP130-4MT | __ | 2825A31 | 00000 |
| CP160-2MT, CP160-3MT, CP160-4MT | __ | 2825A35 | 00000 |
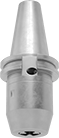
Drill Chucks with R8 Taper Integral Arbor
Minimize runout and slippage under heavy cutting forces from drill presses and Bridgeport milling machines. These chucks have an integrated arbor for a one-piece design that makes them more accurate and compact than chucks with a separate arbor. Made of hardened steel, they resist wear from repeated use. They thread onto your machine’s drawbar for a secure connection.
To maximize grip and minimize runout, choose a chuck where your drill bit diameter falls in the middle of the bit shank size range.
Keyless chucks let you swap bits in and out with a quick twist of the sleeve. As torque increases, their grip will tighten. These chucks only tighten in the clockwise direction, so they may loosen under heavy reverse loads, such as during left-hand drilling.
Keyed chucks use a worm-and-gear design to deliver exceptional grip on bits for the highest torque and accuracy when drilling in hard materials. They're so strong they can even be used for light duty milling in soft materials such as aluminum. Use their Torx key to tighten and loosen the chuck.
McMaster-Carr approved chucks are made on the same equipment that once produced Jacobs chucks in Europe, so you get high-quality performance without the brand-name price.
Albrecht chucks are known for their unmatched quality. Made in Germany, every chuck undergoes multiple inspections and tests to ensure they operate smoothly and keep your bits aligned over their long life.

For Bit Shank Size | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Inch | mm | Max. No-Load Speed, rpm | TIR (Total Indicated Runout) Accuracy | Jaw Material | Body Material | Projection | Max. Body Dia. | For Tool Drive Direction | Manufacturer Model Number | Features | Includes | Certification | Each | |
Keyless | ||||||||||||||
McMaster-Carr Approved | ||||||||||||||
| 1/32"-1/2" | 1-13 | 10,000 | 0.0016" | Hardened Steel | Hardened Steel | 3 1/4" | 1.89" | Clockwise | __ | Wrench Flats | Spanner Wrench | Accuracy Certificate | 9790N11 | 0000000 |
| 1/8"-5/8" | 3-16 | 8,000 | 0.0016" | Hardened Steel | Hardened Steel | 3 7/16" | 2.13" | Clockwise | __ | Wrench Flats | Spanner Wrench | Accuracy Certificate | 9790N12 | 000000 |
Albrecht | ||||||||||||||
| 1/32"-1/2" | 1-13 | 7,000 | 0.0019" | Hardened Steel | Hardened Steel | 3 5/16" | 2" | Clockwise | CP130-R8 | __ | __ | __ | 30075A48 | 000000 |
| 1/8"-5/8" | 3-16 | 4,000 | 0.002" | Hardened Steel | Hardened Steel | 3 7/16" | 2.25" | Clockwise | CP160-R8 | __ | __ | __ | 30075A58 | 000000 |
Keyed | ||||||||||||||
McMaster-Carr Approved | ||||||||||||||
| 1/32"-1/2" | 1-13 | 8,000 | 0.0008" | Hardened Steel | Hardened Steel | 3 3/8" | 2.13" | Clockwise, Counterclockwise | __ | __ | Key | Accuracy Certificate | 9790N13 | 000000 |
| 1/8"-5/8" | 3-16 | 8,000 | 0.0008" | Hardened Steel | Hardened Steel | 3 1/2" | 2.25" | Clockwise, Counterclockwise | __ | __ | Key | Accuracy Certificate | 9790N14 | 000000 |
| For Manufacturer Model Number | Includes | Each | |
Ball Bearing Set | |||
|---|---|---|---|
| CP130-R8 | Set of 42 Ball Bearings | 2825A33 | 000000 |
Collar | |||
| CP130-R8 | __ | 2825A32 | 00000 |
Drive Pin | |||
| CP130-R8 | __ | 2825A07 | 00000 |
| CP160-R8 | __ | 2825A08 | 00000 |
Hood | |||
| CP130-R8 | __ | 2825A11 | 000000 |
| CP160-R8 | __ | 2825A57 | 000000 |
Jaw Guide | |||
| CP130-R8 | __ | 2825A17 | 000000 |
| CP160-R8 | __ | 2825A18 | 000000 |
Jaw Set | |||
| CP130-R8 | Set of Three Jaws | 2825A77 | 000000 |
| CP160-R8 | Set of Three Jaws | 2825A78 | 000000 |
Shell | |||
| CP130-R8 | __ | 2825A31 | 00000 |
| CP160-R8 | __ | 2825A35 | 00000 |
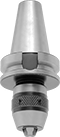
Drill Chucks with Straight-Shank Integral Arbor
Cut down on runout and slippage under heavy cutting forces from lathes and milling machines. These chucks have an integrated arbor for a one-piece design that makes them more accurate and compact than chucks with a separate arbor. Made of hardened steel, they resist wear from repeated use. They’re keyless, so you can swap bits in and out with a quick twist of the sleeve. As torque increases, their grip will tighten.
To maximize grip and minimize runout, choose a chuck where your drill bit diameter falls in the middle of the bit shank size range.
McMaster-Carr approved chucks are made on the same equipment that once produced Jacobs chucks in Europe, so you get high-quality performance without the brand-name price.
Albrecht chucks are known for their unmatched quality. Made in Germany, every chuck undergoes multiple inspections and tests to ensure they operate smoothly and keep your bits aligned over their long life.

For Bit Shank Size | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Shank Dia. | Inch | mm | Max. No-Load Speed, rpm | TIR (Total Indicated Runout) Accuracy | Jaw Material | Body Material | Projection | Max. Body Dia. | For Tool Drive Direction | Manufacturer Model Number | Features | Includes | Certification | Each | |
Keyless | |||||||||||||||
McMaster-Carr Approved | |||||||||||||||
| 5/8" | 1/32"-1/2" | 1-13 | 10,000 | 0.0016" | Hardened Steel | Hardened Steel | 3 1/8" | 1.89" | Clockwise | __ | Wrench Flats | Spanner Wrench | Accuracy Certificate | 9802N11 | 0000000 |
Albrecht | |||||||||||||||
| 5/8" | 1/32"-1/2" | 1-13 | 7,000 | 0.0019" | Hardened Steel | Hardened Steel | 3 1/8" | 2" | Clockwise | CP130- 5/8 | __ | __ | __ | 30075A49 | 000000 |
Drill Chucks with NMTB Taper Integral Arbor
Limit runout and slippage under heavy cutting forces from manual mills and older CNC mills. These chucks have an integrated arbor for a one-piece design that makes them more accurate and compact than chucks with a separate arbor. Made of hardened steel, they resist wear from repeated use. Their shank is precision ground to the industry standard AT3 tolerance for a tight fit in your spindle. They meet ANSI standards for compatibility across machines with NMTB spindles. They're also compatible with older Erickson quick-change spindles. Internal threads in the shank connect to your machine's drawbar.
Twist the sleeve by hand to swap bits out quickly. The grip on the bit tightens as torque increases.
To maximize grip and minimize runout, choose a chuck where your drill bit diameter falls in the middle of the bit shank size range.
For Bit Shank Size | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Shank Type | Inch | mm | Max. No-Load Speed, rpm | TIR (Total Indicated Runout) Accuracy | Jaw Material | Body Material | Projection | Max. Body Dia. | For Tool Drive Direction | Features | Specifications Met | Each | |
Keyless | |||||||||||||
| NMTB 40 Taper | 0"-5/16" | 0-8 | 7,000 | 0.0016" | Hardened Steel | Hardened Steel | 3" | 2.5" | Clockwise | Wrench Flats | ANSI B5.18 | 9985N11 | 0000000 |
| NMTB 40 Taper | 1/32"-1/2" | 1-13 | 5,000 | 0.0016" | Hardened Steel | Hardened Steel | 3 3/8" | 2.5" | Clockwise | Wrench Flats | ANSI B5.18 | 9985N12 | 000000 |
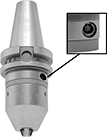
Drill Chucks with HSK Taper Integral Arbor

Reduce runout and slippage under heavy cutting forces from CNC machines. These chucks have an integrated arbor for a one-piece design that makes them more accurate and compact than chucks with a separate arbor. Made of hardened steel, they resist wear from repeated use. They meet DIN or ISO standards for compatibility across machines with HSK spindles.
You can route coolant through these chucks to extend the life of your bit and clear chips. To do so, you must install an HSK coolant tube. For automatic tool identification and tracking, these chucks have a hole for a small RFID tag.
To maximize grip and minimize runout, choose a chuck where your drill bit diameter falls in the middle of the bit shank size range.
Keyless chucks let you swap bits in and out with a quick twist of the sleeve. As torque increases, their grip will tighten. These chucks only tighten in the clockwise direction, so they may loosen under heavy reverse loads, such as during left-hand drilling. They’re balanced to G 6.3, so they’re good for most drilling tasks.
Keyed chucks use a worm-and-gear design to deliver exceptional grip on bits for the highest torque and accuracy when drilling in hard materials. They're so strong they can even be used for light duty milling in soft materials such as aluminum. Use their Torx key to tighten and loosen the chuck. Balanced to G 2.5, they vibrate 60% less than chucks balanced to G 6.3 for longer life under heavy use and high speeds.
For Bit Shank Size | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Shank Type | Inch | mm | Max. No-Load Speed, rpm | Balance Grade | TIR (Total Indicated Runout) Accuracy | Jaw Material | Body Material | Projection | Max. Body Dia. | For Tool Drive Direction | Features | Includes | Specifications Met | Each | |
Keyless | |||||||||||||||
| HSK-63A | 3/32"-1/2" | 2.5-13 | 5,000 | G 6.3 @ 5,000 rpm | 0.0016" | Hardened Steel | Hardened Steel | 5 3/8" | 1.93" | Clockwise | Through-Bore Coolant, RFID Chip Hole | __ | DIN 69893, ISO 12164 | 9783N11 | 0000000 |
| HSK-100A | 3/32"-1/2" | 2.5-13 | 5,000 | G 6.3 @ 5,000 rpm | 0.0016" | Hardened Steel | Hardened Steel | 5 23/32" | 1.93" | Clockwise | Through-Bore Coolant, RFID Chip Hole | __ | DIN 69893, ISO 12164 | 9783N12 | 000000 |
Keyed | |||||||||||||||
| HSK-63A | 1/32"-5/8" | 1-16 | 25,000 | G 2.5 @ 25,000 rpm | 0.0008" | Hardened Steel | Hardened Steel | 4 1/8" | 1.97" | Clockwise, Counterclockwise | Through-Bore Coolant, RFID Chip Hole | Key | DIN 69893 | 9783N13 | 000000 |
| HSK-100A | 1/32"-5/8" | 1-16 | 25,000 | G 2.5 @ 25,000 rpm | 0.0008" | Hardened Steel | Hardened Steel | 4 11/32" | 1.97" | Clockwise, Counterclockwise | Through-Bore Coolant, RFID Chip Hole | Key | DIN 69893 | 9783N14 | 000000 |
Drill Chucks with CAT Taper Integral Arbor
Reduce runout and slippage under heavy cutting forces from CNC machines. These chucks have an integrated arbor for a one-piece design that makes them more accurate and compact than chucks with a separate arbor. Made of hardened steel, they resist wear from repeated use. Their shank is precision ground to the industry standard AT3 tolerance for a tight fit in your spindle. They meet ANSI/ASME standards for compatibility across machines with CAT spindles. They have a threaded hole that accepts retention knobs, so they connect to your machine’s drawbar system. For automatic tool identification and tracking, these chucks have a hole for a small RFID tag.
To maximize grip and minimize runout, choose a chuck where your drill bit diameter falls in the middle of the bit shank size range.
Keyless chucks let you swap bits in and out with a quick twist of the sleeve. As torque increases, their grip will tighten. These chucks only tighten in the clockwise direction, so they may loosen under heavy reverse loads, such as during left-hand drilling. They’re balanced to G 6.3, so they’re good for most drilling tasks.
Keyed chucks use a worm-and-gear design to deliver exceptional grip on bits for the highest torque and accuracy when drilling in hard materials. They're so strong they can even be used for light duty milling in soft materials such as aluminum. Use their Torx key to tighten and loosen the chuck. Balanced to G 2.5, they vibrate 60% less than chucks balanced to G 6.3 for longer life under heavy use and high speeds. You can route coolant through these chucks to extend the life of your bit and clear chips.
For Bit Shank Size | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Shank Type | Inch | mm | Max. No-Load Speed, rpm | Balance Grade | TIR (Total Indicated Runout) Accuracy | Jaw Material | Body Material | Projection | Max. Body Dia. | For Tool Drive Direction | Features | Includes | Certification | Specifications Met | Each | |
Keyless | ||||||||||||||||
| CAT 40 Taper | 0"-5/16" | 0-8 | 7,000 | G 6.3 @ 7,000 rpm | 0.0016" | Hardened Steel | Hardened Steel | 3 3/8" | 1.52" | Clockwise | Wrench Flats, RFID Chip Hole | __ | __ | ANSI/ASME B5.50 | 9784N13 | 0000000 |
| CAT 40 Taper | 3/32"-1/2" | 2.5-13 | 5,000 | G 6.3 @ 5,000 rpm | 0.0016" | Hardened Steel | Hardened Steel | 4 3/8" | 1.93" | Clockwise | Wrench Flats, RFID Chip Hole | __ | __ | ANSI/ASME B5.50 | 9784N14 | 000000 |
| CAT 50 Taper | 0"-5/16" | 0-8 | 7,000 | G 6.3 @ 7,000 rpm | 0.0016" | Hardened Steel | Hardened Steel | 3 3/8" | 1.52" | Clockwise | Wrench Flats, RFID Chip Hole | __ | __ | ANSI/ASME B5.50 | 9784N15 | 000000 |
| CAT 50 Taper | 3/32"-1/2" | 2.5-13 | 5,000 | G 6.3 @ 5,000 rpm | 0.0016" | Hardened Steel | Hardened Steel | 3 3/4" | 1.93" | Clockwise | Wrench Flats, RFID Chip Hole | __ | __ | ANSI/ASME B5.50 | 9784N16 | 000000 |
Keyed | ||||||||||||||||
| CAT 40 Taper | 1/32"-5/8" | 1-16 | 25,000 | G 2.5 @ 25,000 rpm | 0.0008" | Hardened Steel | Hardened Steel | 3 1/4" | 1.97" | Clockwise, Counterclockwise | Through-Bore Coolant, RFID Chip Hole | Key | Accuracy Certificate | ANSI/ASME B5.50 | 9784N11 | 000000 |
| CAT 50 Taper | 1/32"-5/8" | 1-16 | 25,000 | G 2.5 @ 25,000 rpm | 0.0008" | Hardened Steel | Hardened Steel | 3 1/4" | 1.97" | Clockwise, Counterclockwise | Through-Bore Coolant, RFID Chip Hole | Key | Accuracy Certificate | ANSI/ASME B5.50 | 9784N12 | 000000 |
Drill Chucks with BT Taper Integral Arbor
Limit runout and slippage under heavy cutting forces from CNC machines. These chucks have an integrated arbor for a one-piece design that makes them more accurate and compact than chucks with a separate arbor. Made of hardened steel, they resist wear from repeated use. Their shank is precision ground to the industry standard AT3 tolerance for a tight fit in your spindle. They meet JIS or MAS standards for compatibility across machines with BT spindles. They have a threaded hole that accepts retention knobs, so they connect to your machine’s drawbar system.
Keyless chucks let you swap bits in and out with a quick twist of the sleeve. As torque increases, their grip will tighten. These chucks only tighten in the clockwise direction, so they may loosen under heavy reverse loads, such as during left-hand drilling. They’re balanced to G 6.3, so they’re good for most drilling tasks.
Keyed chucks use a worm-and-gear design to deliver exceptional grip on bits for the highest torque and accuracy when drilling in hard materials. They're so strong they can even be used for light duty milling in soft materials such as aluminum. Use their Torx key to tighten and loosen the chuck. Balanced to G 2.5, they vibrate 60% less than chucks balanced to G 6.3 for longer life under heavy use and high speeds. You can route coolant through these chucks to extend the life of your bit and clear chips. For automatic tool identification and tracking, they have a hole for a small RFID tag.
For Bit Shank Size | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Shank Type | Inch | mm | Max. No-Load Speed, rpm | Balance Grade | TIR (Total Indicated Runout) Accuracy | Jaw Material | Body Material | Projection | Max. Body Dia. | For Tool Drive Direction | Features | Includes | Certification | Specifications Met | Each | |
Keyless | ||||||||||||||||
| BT 30 Taper | 0"-5/16" | 0-8 | 7,000 | G 6.3 @ 7,000 rpm | 0.0016" | Hardened Steel | Hardened Steel | 3 9/32" | 1.52" | Clockwise | Wrench Flats | __ | __ | JIS B 6339 | 9786N11 | 0000000 |
| BT 40 Taper | 0"-5/16" | 0-8 | 7,000 | G 6.3 @ 7,000 rpm | 0.0016" | Hardened Steel | Hardened Steel | 3 9/32" | 1.52" | Clockwise | Wrench Flats | __ | __ | JIS B 6339 | 9786N12 | 000000 |
| BT 50 Taper | 1/32"-1/2" | 1-13 | 5,000 | G 6.3 @ 5,000 rpm | 0.0016" | Hardened Steel | Hardened Steel | 4 5/16" | 1.93" | Clockwise | Wrench Flats | __ | __ | JIS B 6339 | 9786N13 | 000000 |
Keyed | ||||||||||||||||
| BT 40 Taper | 1/32"-5/8" | 1-16 | 25,000 | G 2.5 @ 25,000 rpm | 0.0008" | Hardened Steel | Hardened Steel | 3 3/4" | 1.97" | Clockwise, Counterclockwise | Through-Bore Coolant, RFID Tag Hole | Key | Accuracy Certificate | MAS 403 | 9786N14 | 000000 |
| BT 50 Taper | 1/32"-5/8" | 1-16 | 25,000 | G 2.5 @ 25,000 rpm | 0.0008" | Hardened Steel | Hardened Steel | 4 3/16" | 1.97" | Clockwise, Counterclockwise | Through-Bore Coolant, RFID Tag Hole | Key | Accuracy Certificate | MAS 403 | 9786N15 | 000000 |