


























Filter by
Product Family
Collet Size
Collet Type



For Holding
Overall Length
For Use With
Manufacturer
Maximum Rotation Speed
Shank Type
DFARS Specialty Metals
Export Control Classification Number (ECCN)
Body Diameter
Specifications Met
Voltage
ER Collets
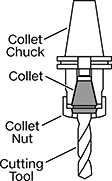 |  |
The most widely used type of collet, these collets hold cutting tools in ER collet chucks for milling, drilling, and routing. Spring slots clamp evenly around the shank to minimize runout for clean, accurate cuts and long tool life. The slots flex to grip slightly undersized shanks too, so you don't need an exact match for each cutting tool in your lineup. You can also use these collets in ER collet fixtures and custom setups to keep small round parts centered.
52100 Alloy Steel—Hardened 52100 alloy steel collets are made from the same tough material used to make bearings. They’re more wear-resistant than basic spring steel collets but will wear faster than hardened chrome-moly steel collets if you change bits frequently.
Chrome-Moly Steel—Hardened chrome-moly steel collets are more wear-resistant than hardened 52100 alloy steel collets. They hold their shape better over time and have lower runout, even with frequent bit changes. Often used for high-volume production runs, they stand up to high-speed, high-force machining in any material.
Collet Size | Grip Range | Total Indicated Runout (TIR) Accuracy | ID Tolerance | Max. Body Dia. | Overall Lg. | Specs. Met | Each | |||
|---|---|---|---|---|---|---|---|---|---|---|
ER-11 | ||||||||||
Hardened 52100 Alloy Steel | ||||||||||
| 1/4" | 0.211" to 0.250" | 0.0002" | -0.0004" to 0" | 0.45" | 0.71" | DIN 6499-B, ISO 15488 Form B | 4560N207 | 000000 | ||
Hardened Chrome-Moly Steel | ||||||||||
| 1/4" | 0.230" to 0.250" | 0.0002" | -0.0001" to 0.0001" | 0.46" | 0.71" | DIN 6499-B, ISO 15488 Form B | 4560N11 | 00000 | ||
ER-16 | ||||||||||
Hardened 52100 Alloy Steel | ||||||||||
| 1/4" | 0.211" to 0.250" | 0.0002" | -0.0004" to 0" | 0.67" | 1.08" | DIN 6499-B, ISO 15488 Form B | 3215A118 | 00000 | ||
Hardened Chrome-Moly Steel | ||||||||||
| 1/4" | 0.211" to 0.250" | 0.0002" | -0.0001" to 0.0001" | 0.68" | 1.06" | DIN 6499-B, ISO 15488 Form B | 3215A308 | 00000 | ||
ER-20 | ||||||||||
Hardened 52100 Alloy Steel | ||||||||||
| 1/4" | 0.211" to 0.250" | 0.0002" | -0.0004" to 0" | 0.83" | 1.24" | DIN 6499-B, ISO 15488 Form B | 1724N108 | 00000 | ||
Hardened Chrome-Moly Steel | ||||||||||
| 1/4" | 0.211" to 0.250" | 0.0002" | -0.0001" to 0.0001" | 0.83" | 1.22" | DIN 6499-B, ISO 15488 Form B | 1724N17 | 00000 | ||
ER-25 | ||||||||||
Hardened 52100 Alloy Steel | ||||||||||
| 1/4" | 0.211" to 0.250" | 0.0002" | -0.0004" to 0" | 1.02" | 1.34" | DIN 6499-B, ISO 15488 Form B | 3669N107 | 00000 | ||
Hardened Chrome-Moly Steel | ||||||||||
| 1/4" | 0.211" to 0.250" | 0.0002" | -0.0001" to 0.0001" | 1.03" | 1.38" | DIN 6499-B, ISO 15488 Form B | 3669N17 | 00000 | ||
ER-32 | ||||||||||
Hardened 52100 Alloy Steel | ||||||||||
| 1/4" | 0.211" to 0.250" | 0.0002" | -0.0004" to 0" | 1.3" | 1.57" | DIN 6499-B, ISO 15488 Form B | 3321A307 | 00000 | ||
Hardened Chrome-Moly Steel | ||||||||||
| 1/4" | 0.211" to 0.250" | 0.0002" | -0.0001" to 0.0001" | 1.3" | 1.57" | DIN 6499-B, ISO 15488 Form B | 3321A13 | 00000 | ||
ER-40 | ||||||||||
Hardened 52100 Alloy Steel | ||||||||||
| 1/4" | 0.211" to 0.250" | 0.0002" | -0.0004" to 0" | 1.61" | 1.81" | DIN 6499-B, ISO 15488 Form B | 9498N15 | 00000 | ||
Collets for Air-Powered Bit and Bur Die Grinders
 |  |
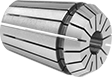
Restore a secure grip on bits and burs in air-powered die grinders. These replacement collets eliminate the runout and vibration that develop as the original collet wears. A worn collet can cause premature bit breakage and poor surface finish. Replacing it at the first sign of looseness keeps your grinder performing accurately.
Die Grinder Collets | 1/4" to 1/8" Collet Reducer Bushings | |||||||
|---|---|---|---|---|---|---|---|---|
Collet Size | Mfr. Model No. | For Mfr. Model No. | Each | Each | ||||
For Chicago Pneumatic | ||||||||
| 1/4" | C138727 | CP860, CP872, CP876 | 4484A61 | 000000 | 46115A31 | 00000 | ||
For Dotco | ||||||||
| 1/4" | 308PT | 12L1082-36 | 46045A32 | 00000 | 46115A31 | 0000 | ||
For Ingersoll Rand | ||||||||
| 1/4" | DG110-700-G4 | G1H250RG4, G1H350RG4 | 4426A72 | 00000 | 46115A31 | 0000 | ||
| 1/4" | G160HD-700-1/4 | G2H180RG4, G2H250RG4, G2X250RG4 | 4426A71 | 00000 | 46115A31 | 0000 | ||
For Rockford | ||||||||
| 1/4" | R3420-04 | R3420 | 4356A31 | 00000 | 46115A31 | 0000 | ||
For Sioux Tools | ||||||||
| 1/4" | SP66459 | 5053A, 5054A-19K | 4484A71 | 00000 | 46115A31 | 0000 | ||
For St. Louis Pneumatic | ||||||||
| 1/4" | 3063 | SLP-83150 | 4576A91 | 00000 | 46115A31 | 0000 | ||
For Universal Tool | ||||||||
| 1/4" | 892233 | UT8728E | 43575A61 | 00000 | 46115A31 | 0000 | ||
R8 Collets
5C Lathe Collets
 | 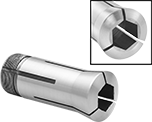 |  |
Round Face | Hexagonal Face | Square Face |
Collet Size | Total Indicated Runout (TIR) Accuracy | Workpiece Dia. Tolerance | Body Dia. | Overall Lg. | Internal Thread Size | External Thread Size | Material | Each | |||
|---|---|---|---|---|---|---|---|---|---|---|---|
Round Face | |||||||||||
| 1/4" | 0.0008" | -0.004" to 0" | 1 1/4" | 3.27" | 1.041"-24 | 1.238"-20 | Steel | 3223A424 | 000000 | ||
Hexagonal Face | |||||||||||
| 1/4" | 0.0025" | -0.004" to 0" | 1 1/4" | 3.27" | 1.041"-24 | 1.238"-20 | Steel | 3223A523 | 00000 | ||
Square Face | |||||||||||
| 1/4" | 0.0025" | -0.004" to 0" | 1 1/4" | 3.27" | 1.041"-24 | 1.238"-20 | Steel | 3223A623 | 00000 | ||
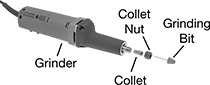
Collets for Electric Bit and Bur Die Grinders

Spindle Motors
 |
 |  |
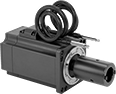
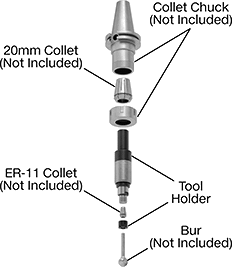
Designed to run at high speeds with very little vibration, these motors often drive smooth, steady cuts in CNC machines. They’re brushless, so they run faster, last longer, and are more efficient than brushed DC motors. They also have a higher torque-to-weight ratio. You’ll need a brushless DC motor driver (not included) to power and control these spindle motors. They’re not compatible with automatic tool changers.
They come with an ER-11 collet for holding round-shank tools, such as router bits, drill bits, and end mills. Collets for larger shank sizes are sold separately.
Total Indicated Runout (TIR) Accuracy—Total Indicated Runout (TIR) is a measure of rotational smoothness—the lower the value, the less wobble a rotating tool will have and the more accurate it will be. When choosing a replacement spindle motor, you want one that has an equal or better TIR.
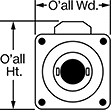
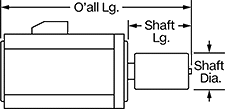
Torque, in·lbf | Overall | Shaft | Insulation | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Max. Rotation Speed, rpm | Full Load Current | Wattage, kW | Max. | Continuous | Lg. | Wd. | Ht. | Dia., mm | Lg., mm | Ctr. to Base | Type | Component | Class | Max. Temp., ° F | Total Indicated Runout (TIR) Accuracy | Collet Type | Collet Sizes Included | Each | |||
48V DC | |||||||||||||||||||||
NEMA 24 | |||||||||||||||||||||
| 14,400 | 24.9 amp | 0.211 | 0.31 | 0.1 | 6.1" | 2.4" | 2.8" | 30 | 52 | 1.19" | Solid | Motor | F | 311 | 0.0005" | ER-11 | 1/8" | 4856N11 | 0000000 | ||

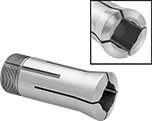
ER Tap Collets
 |
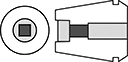 |
Hold square-shank taps in ER collet chucks and tap holders to create internal threads in workpieces. To hold taps tightly in place, these collets have spring slots that grip the round part of the shank and a square opening in the base that mates with the square end. They meet DIN and ISO dimensional standards.
These collets hold inch and metric taps that have shanks that meet ANSI standards. They will not work with taps that have shanks sized to ISO, DIN, or JIS standards.
52100 Alloy Steel—52100 alloy steel collets are made from the same tough material used to make bearings. They’re more wear-resistant than basic spring steel collets.
Chrome-Moly Steel—Chrome-moly steel collets are more wear-resistant than 52100 alloy steel collets. They hold their shape better over time, which helps them keep a strong grip on taps. They also have lower runout, so your taps last up to 20% longer and create more accurate threads. Often used for high-volume production runs, they hold up to high-speed and high-force tapping in any material.
For Tap Size | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
Inch | Metric | For Shank Dia. | For Square Shank Size | Collet Size | Max. Body Dia. | Overall Lg. | Specs. Met | Each | |||
ER-16 Collet | |||||||||||
52100 Alloy Steel—0.0004" Total Indicated Runout (TIR) Accuracy | |||||||||||
| 1/4" | M6 to M6.5 | 0.255" | 0.191" | 1/4" | 0.67" | 1.08" | DIN 6499-A, ISO 15488 Form A | 9211N15 | 000000 | ||
Chrome-Moly Steel—0.0002" Total Indicated Runout (TIR) Accuracy | |||||||||||
| 1/4" | M6 to M6.5 | 0.255" | 0.191" | 1/4" | 0.67" | 1.06" | DIN 6499-A, ISO 15488 Form A | 9211N66 | 000000 | ||
ER-20 Collet | |||||||||||
52100 Alloy Steel—0.0004" Total Indicated Runout (TIR) Accuracy | |||||||||||
| 1/4" | M6 to M6.5 | 0.255" | 0.191" | 1/4" | 0.83" | 1.24" | DIN 6499-A, ISO 15488 Form A | 9211N25 | 00000 | ||
Chrome-Moly Steel—0.0002" Total Indicated Runout (TIR) Accuracy | |||||||||||
| 1/4" | M6 to M6.5 | 0.255" | 0.191" | 1/4" | 0.83" | 1.22" | DIN 6499-A, ISO 15488 Form A | 9211N71 | 000000 | ||
ER-25 Collet | |||||||||||
52100 Alloy Steel—0.0004" Total Indicated Runout (TIR) Accuracy | |||||||||||
| 1/4" | M6 to M6.5 | 0.255" | 0.191" | 1/4" | 1.02" | 1.34" | DIN 6499-A, ISO 15488 Form A | 9211N35 | 00000 | ||
Chrome-Moly Steel—0.0002" Total Indicated Runout (TIR) Accuracy | |||||||||||
| 1/4" | M6 to M6.5 | 0.255" | 0.191" | 1/4" | 1.02" | 1.38" | DIN 6499-A, ISO 15488 Form A | 9211N79 | 000000 | ||
ER-32 Collet | |||||||||||
52100 Alloy Steel—0.0004" Total Indicated Runout (TIR) Accuracy | |||||||||||
| 1/4" | M6 to M6.5 | 0.255" | 0.191" | 1/4" | 1.3" | 1.57" | DIN 6499-A, ISO 15488 Form A | 9211N49 | 00000 | ||
Chrome-Moly Steel—0.0002" Total Indicated Runout (TIR) Accuracy | |||||||||||
| 1/4" | M6 to M6.5 | 0.255" | 0.191" | 1/4" | 1.3" | 1.57" | DIN 6499-A, ISO 15488 Form A | 9211N91 | 000000 | ||
ER Coolant Control Collets
|
 |  |
Sealed Shown in Use | Angled Ports Shown in Use |
 |  |
Sealed | Angled Ports |
Made with high-performance machining in mind—these collets not only grip your cutting tool but also direct coolant to the tool's cutting edge. They have coolant channels designed to work with through-spindle coolant (TSC) systems to clear chips and reduce heat from friction, resulting in clean cuts and long tool life. Place them directly into your ER collet holder, no need to fuss with special collet nuts, coolant rings, or repositioning hoses and nozzles with every setup change.
You get the benefits of using an ER collet, too. Spring slots clamp evenly around the shank to minimize runout for accurate cuts. Keep in mind, these collets must form a tight seal around the tool shank for proper coolant delivery, so match the shank size to the collet size exactly for the best results.
Sealed Coolant Delivery Collet—Sealed collets run coolant through the cutting tool, so they only work with tools that have coolant holes. Since the coolant runs through the tool, they’re a better choice for deep-hole drilling and high-speed machining than collets with angled ports. Steel seals are built into their body, so they withstand higher pressure and last longer than collets with rubber seals.
Angled Ports Coolant Delivery Collet—Collets with angled ports direct coolant around, not through, the tool, so you get the benefit of coolant control without needing expensive tools with coolant holes.
52100 Alloy Steel—Hardened 52100 alloy steel collets are made from the same tough material used to make bearings. They’re more wear-resistant than basic spring steel collets but will wear faster than hardened chrome-moly steel collets if you change bits too frequently.
Chrome-Moly Steel—Hardened chrome-moly steel collets are more wear-resistant than hardened 52100 alloy steel collets. They hold their shape better over time and have lower runout, even with frequent bit changes. Often used for high-volume production runs, they stand up to high-speed, high-force machining in any material. Their maximum coolant pressure is higher than 52100 alloy steel collets, so they’re a better choice for deep-hole drilling and turning operations in CNC Swiss lathes.
Collet Size | Grip Range | Total Indicated Runout (TIR) Accuracy | ID Tolerance | Max. Coolant Pressure, psi | Max. Body Dia. | Overall Lg. | Specs. Met | Each | |||
|---|---|---|---|---|---|---|---|---|---|---|---|
ER-11—Sealed | |||||||||||
Hardened 52100 Alloy Steel | |||||||||||
| 1/4" | Not Rated | 0.0002" | -0.0004" to 0" | 2,000 | 0.45" | 0.71" | DIN 6499-B, ISO 15488 Form B | 4560N303 | 000000 | ||
ER-16—Sealed | |||||||||||
Hardened 52100 Alloy Steel | |||||||||||
| 1/4" | Not Rated | 0.0002" | -0.0004" to 0" | 2,000 | 0.67" | 1.08" | DIN 6499-B, ISO 15488 Form B | 3215A206 | 00000 | ||
ER-16—Angled Ports | |||||||||||
Hardened 52100 Alloy Steel | |||||||||||
| 1/4" | Not Rated | 0.0002" | -0.0004" to 0" | 1,400 | 0.67" | 1.08" | DIN 6499-B, ISO 15488 Form B | 3215A214 | 00000 | ||
ER-20—Sealed | |||||||||||
Hardened 52100 Alloy Steel | |||||||||||
| 1/4" | Not Rated | 0.0002" | -0.0004" to 0" | 2,000 | 0.83" | 1.24" | DIN 6499-B, ISO 15488 Form B | 1724N205 | 00000 | ||
Hardened Chrome-Moly Steel | |||||||||||
| 1/4" | 0.230" to 0.250" | 0.0002" | -0.0001" to 0.0001" | 2,900 | 0.83" | 1.22" | DIN 6499-B, ISO 15488 Form B | 1724N36 | 00000 | ||
ER-20—Angled Ports | |||||||||||
Hardened 52100 Alloy Steel | |||||||||||
| 1/4" | Not Rated | 0.0002" | -0.0004" to 0" | 1,400 | 0.83" | 1.24" | DIN 6499-B, ISO 15488 Form B | 1724N214 | 00000 | ||
ER-25—Sealed | |||||||||||
Hardened 52100 Alloy Steel | |||||||||||
| 1/4" | Not Rated | 0.0002" | -0.0004" to 0" | 2,000 | 1.02" | 1.34" | DIN 6499-B, ISO 15488 Form B | 3669N203 | 00000 | ||
ER-25—Angled Ports | |||||||||||
Hardened 52100 Alloy Steel | |||||||||||
| 1/4" | Not Rated | 0.0002" | -0.0004" to 0" | 1,400 | 1.02" | 1.34" | DIN 6499-B, ISO 15488 Form B | 3669N208 | 00000 | ||
ER-32—Sealed | |||||||||||
Hardened 52100 Alloy Steel | |||||||||||
| 1/4" | Not Rated | 0.0002" | -0.0004" to 0" | 2,000 | 1.3" | 1.57" | DIN 6499-B, ISO 15488 Form B | 3321A403 | 00000 | ||
Hardened Chrome-Moly Steel | |||||||||||
| 1/4" | 0.246" to 0.250" | 0.0002" | -0.0001" to 0.0001" | 2,900 | 1.3" | 1.57" | DIN 6499-B, ISO 15488 Form B | 3321A147 | 00000 | ||
ER-32—Angled Ports | |||||||||||
Hardened 52100 Alloy Steel | |||||||||||
| 1/4" | Not Rated | 0.0002" | -0.0004" to 0" | 1,400 | 1.3" | 1.57" | DIN 6499-B, ISO 15488 Form B | 3321A411 | 00000 | ||
16C Lathe Collets
 |
Insert into a 16C collet chuck or holder to tightly grip round workpieces. They provide a stronger hold on small workpieces than a standard lathe chuck. These collets have both external and internal threads.
Collet Size | Total Indicated Runout (TIR) Accuracy | Workpiece Dia. Tolerance | Body Dia. | Overall Lg. | Internal Thread Size | External Thread Size | Material | Each | |||
|---|---|---|---|---|---|---|---|---|---|---|---|
Round Face | |||||||||||
| 1/4" | 0.0008" | -0.004" to 0" | 1.89" | 4.31" | 1 11/16"-20 | M47.5 × 1.75 mm | Steel | 3274A111 | 000000 | ||
Deburring Tool Holders
 | 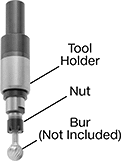 | 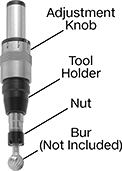 |
Fixed Spring Load | Adjustable Spring Load |
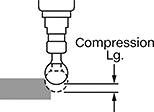 | 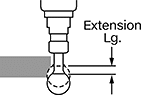 | 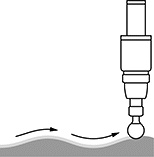 |
For Front Side | For Back Side | Tool Holder Shown Compressing |
Holders | Spanner Wrenches | ||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Spring Load | Shank | Bur | Nut, mm | ||||||||||||||||||
Force, N | Rating | Overall Lg., mm | For Collet Type | For Collet Size, mm | Dia., mm | Lg., mm | For Collet Type | For Collet Size | For Shape | For Max. Shank Dia. | Dia. | Lg. | Compression Lg., mm | Extension Lg., mm | Material | Each | Each | ||||
Fixed Spring Load—For Front and Back Side | |||||||||||||||||||||
| 3 | Light | 130 to 150 | ER-32, ER-40, ER-50, TG-100 | 20 | 20 | 40 | ER-11 | 1/4" | Ball | 1/4" | 16 | 12 | 10 | 10 | Steel | 8238N11 | 0000000 | 8238N15 | 000000 | ||
| 5 | Medium | 130 to 150 | ER-32, ER-40, ER-50, TG-100 | 20 | 20 | 40 | ER-11 | 1/4" | Ball | 1/4" | 16 | 12 | 10 | 10 | Steel | 8238N12 | 000000 | 8238N15 | 00000 | ||
| 7 | Heavy | 130 to 150 | ER-32, ER-40, ER-50, TG-100 | 20 | 20 | 40 | ER-11 | 1/4" | Ball | 1/4" | 16 | 12 | 10 | 10 | Steel | 8238N13 | 000000 | 8238N15 | 00000 | ||
Adjustable Spring Load—For Front Side | |||||||||||||||||||||
| 2.5, 4, 6.5, 8 | Light, Medium, Heavy | 145 to 155 | ER-32, ER-40, ER-50, TG-100 | 20 | 20 | 45 | ER-11 | 1/4" | Ball | 1/4" | 16 | 12 | 10 | — | Steel | 8238N14 | 000000 | 8238N15 | 00000 | ||
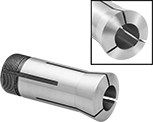
DA Collets
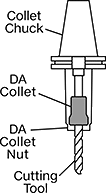 |  |
Also known as double-angle and Erickson collets, these collets are used for drilling, reaming, and light milling. They grip cutting tools in DA collet chucks but are less accurate and have a weaker grip than ER and TG collets. This can lead to a shorter life for these collets and cutting tools. You can also use them with die grinders to hold bits and burs.
Collet Size | Grip Range | Total Indicated Runout (TIR) Accuracy | ID Tolerance | Max. Body Dia. | Overall Lg. | Each | |||
|---|---|---|---|---|---|---|---|---|---|
DA-100 | |||||||||
Hardened Steel | |||||||||
| 1/4" | 0.234" to 0.250" | 0.0004" | -0.0004" to 0" | 0.77" | 1.44" | 9437N25 | 000000 | ||
DA-180 | |||||||||
Hardened Steel | |||||||||
| 1/4" | 0.234" to 0.250" | 0.0004" | -0.0004" to 0" | 1.04" | 1.63" | 9437N44 | 00000 | ||
DA-200 | |||||||||
Hardened Steel | |||||||||
| 1/4" | 0.234" to 0.250" | 0.0004" | -0.0004" to 0" | 0.53" | 1.19" | 9437N65 | 00000 | ||
DA-300 | |||||||||
Hardened Steel | |||||||||
| 1/4" | 0.234" to 0.250" | 0.0004" | -0.0004" to 0" | 0.38" | 1" | 9437N84 | 00000 | ||
TG Collets
|  |
Clamp cutting tools in TG collet chucks for rough milling and drilling. These collets have a steep taper angle for a tighter, more stable grip than ER collets. This design gives them the strength to handle large tools and aggressive cuts. However, their grip range is smaller than ER collets, so you’ll need more collets to hold the same range of shank sizes. Use them in CNC machines and drill presses.
