Carbide Inserts for Multiple Materials
Choose these premium carbide inserts to turn a variety of materials without changing out your tool. They’re made of higher-quality carbide than economy inserts, so they last longer and create a smoother finish. Install them into a matching holder. For the best performance, choose an insert designed for the material of your workpiece.
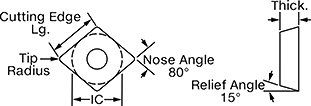
Inserts with a larger nose angle and tip radius remove more material with each pass, but they cut less precisely than smaller inserts. Select the insert with the largest nose angle and tip radius that will turn your workpiece to the shape you want.
Inserts for interrupted cutting conditions are best for workpieces that will come in and out of contact with the insert, such as hex bars.
Positive-rake inserts stick out in front of the holder to reach tight spaces on the workpiece. However, they only have cutting edges on one side.
Use finishing inserts at the end of your turning process to remove minimal material for a smooth surface finish.
Titanium nitride (TiN) coated inserts create less friction than uncoated inserts, so they last longer when run at similar speeds. Uncoated inserts are sharper than coated inserts, so they leave a better finish on softer metals, such as aluminum. They’re good for general purpose cutting and short production runs.
Inserts without chip breakers are best for making shallow cuts or for finishing surfaces.
Inserts sold in packs come factory sealed from the manufacturer for maximum traceability. Inserts sold individually come packed in a clear plastic case to protect cutting edges during shipment.

Each | Package | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Insert Code | Inscribed Circle Dia. (IC) | Tip Radius | Thick. | Cutting Edge Lg. | Rake Type | For Cutting Operation | Finish | Each | Pkg. Qty. | Pkg. | ||
For Use On Aluminum, Brass, Bronze, Cast Iron, Copper, Nickel, Stainless Steel, Steel, Titanium | ||||||||||||
For Interrupted Cutting Conditions | ||||||||||||
| CDHB-1.20.60.5 | 5/32" | 0.007" | 3/64" | 0.16" | Positive | Finishing | Uncoated | 3867N615 | 000000 | 10 | 3867N626 | 0000000 |
| CDHB-1.20.60.5 | 5/32" | 0.007" | 3/64" | 0.16" | Positive | Finishing | Titanium Nitride (TiN) Coated | 3867N611 | 00000 | 10 | 3867N622 | 000000 |
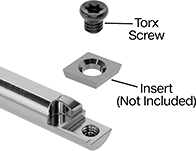
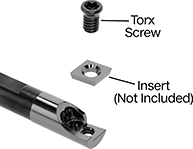
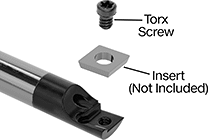
Boring Carbide Insert Holders
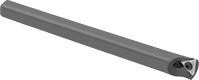
Pair these holders with a carbide insert (not included) to enlarge existing holes to precise diameters. They’re made to ANSI standards.
Step-boring holders cut multiple different diameters into the same hole, resulting in a stepped shape. They’re often used to make parts for engines. These holders are also known as multi-diameter or compound-boring tools.
Face your lathe and use the direction the spindle rotates to choose an insert holder. Use right-hand holders when the spindle of your lathe rotates counterclockwise.
Carbide holders are more rigid than steel holders, so they vibrate less and leave a smoother finish.
Holders with a coolant hole deliver coolant through the holder from your lathe onto the workpiece to minimize heat.
Holders | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
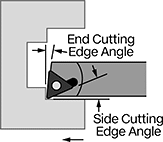
For Insert | Cutting Edge Angle | Replacement Torx Screws | Replacement Torx Keys | ||||||||||||
| Shank Dia. | Min. Hole Dia. | Max. Hole Dp. | O'all Lg. | Inscribed Circle Dia. (IC) | Thick. | Material | Side | End | Features | Each | Each | Each | |||
For Step Boring | |||||||||||||||
Right Hand | |||||||||||||||
| 1/2" | 1/4" | 1/4" | 2 3/8" | 5/32" | 3/64" | Carbide | -5° | 5° | Coolant Hole | 1475N143 | 0000000 | 9971N121 | 00000 | 9971N125 | 00000 |
| 1/2" | 1/4" | 1/4" | 2 1/2" | 5/32" | 3/64" | Carbide | -5° | 5° | Coolant Hole | 1475N145 | 000000 | 9971N121 | 0000 | 9971N125 | 0000 |
| 5/8" | 1/4" | 1/4" | 3" | 5/32" | 3/64" | Carbide | -5° | 5° | Coolant Hole | 1475N144 | 000000 | 9971N121 | 0000 | 9971N125 | 0000 |
| 5/8" | 1/4" | 1/4" | 3 1/2" | 5/32" | 3/64" | Carbide | -5° | 5° | Coolant Hole | 1475N146 | 000000 | 9971N121 | 0000 | 9971N125 | 0000 |