


























Filter by

Thread Size
Thread Direction
Tap Sizes Included
Thread Type
Sold As


Material
Flute Type
Component
Container Type


Die Sizes Included
DFARS Specialty Metals
Export Control Classification Number (ECCN)
Taps
Taps | Taps Sold as Sets | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Drill Bit | Taper Chamfer | Plug Chamfer | Bottoming Chamfer | |||||||||||||||
Thread Size | Thread Lg. | Overall Lg. | Thread Type | No. of Flutes | Size | Decimal Size Equiv. | Shank Type | Each | Each | Each | No. of Taps | Each | ||||||
High-Speed Steel | ||||||||||||||||||
Uncoated | ||||||||||||||||||
| M20 × 1 mm | 2" | 4 15/32" | Metric | 4 | 19 mm | 0.748" | Square | 26015A237 | 0000000 | 26015A238 | 0000000 | 26015A239 | 0000000 | 3 | 26015A448 | 0000000 | ||
| M20 × 1.5 mm | 2" | 4 15/32" | Metric | 4 | 47/64" | 0.7344" | Square | 26015A291 | 00000 | 26015A292 | 00000 | 26015A293 | 00000 | 3 | 26015A449 | 000000 | ||
| M20 × 2.5 mm | 2" | 4 15/32" | Metric | 4 | 17.5 mm | 0.689" | Square | 8305A25 | 00000 | 8305A45 | 00000 | 8305A65 | 00000 | 3 | 8305A544 | 000000 | ||
Titanium Nitride (TiN) Coated | ||||||||||||||||||
| M20 × 1.5 mm | 2" | 4 15/32" | Metric | 4 | 47/64" | 0.7344" | Square | 26475A475 | 00000 | 26475A575 | 00000 | 26475A875 | 00000 | 3 | 26475A265 | 000000 | ||
| M20 × 2.5 mm | 2" | 4 15/32" | Metric | 4 | 17.5 mm | 0.689" | Square | 26475A48 | 00000 | 26475A58 | 00000 | 26475A88 | 00000 | 3 | 26475A27 | 000000 | ||
Cobalt Steel | ||||||||||||||||||
Uncoated | ||||||||||||||||||
| M20 × 1.5 mm | 1 21/64" | 4 15/32" | Metric | 4 | 18.5 mm | 0.7283" | Square | ——— | 0 | 2662A118 | 00000 | ——— | 0 | — | ——— | 0 | ||
| M20 × 2.5 mm | 1 7/32" | 4 15/32" | Metric | 4 | 17.5 mm | 0.689" | Square | ——— | 0 | 2662A62 | 00000 | ——— | 0 | — | ——— | 0 | ||
Carbon Steel | ||||||||||||||||||
Uncoated | ||||||||||||||||||
| M20 × 2.5 mm | 2" | 4 15/32" | Metric | 4 | 17.5 mm | 0.689" | Square | 25995A523 | 00000 | 25995A538 | 00000 | 25995A554 | 00000 | — | ——— | 0 | ||
Tap Sets
High-Speed Steel—Single Thread Size Sets
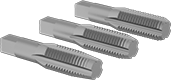 |
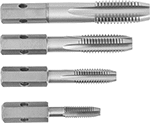
Taper, Plug, and Bottoming Chamfer Set |
The most versatile taps resist heat and wear to stay sharp. They’re good for most metals and plastic. These sets include one of each chamfer type: Taper for starting holes and threading through holes; plug for through holes and blind holes; and bottoming for cutting the closest to the bottom of any hole.
Uncoated—The economical choice, these won't last as long as coated taps.
Titanium Nitride (TiN) Coated—Run at higher speeds and last twice as long as uncoated taps.
Taper Chamfer, Plug Chamfer, Bottoming Chamfer | |||||||||
|---|---|---|---|---|---|---|---|---|---|
No. of Pieces | Thread Size | Thread Type | Container Type | No. of Flutes | Shank Type | Each | |||
Uncoated | |||||||||
| 3 | M20 × 1 mm | Metric | Plastic Case | 4 | Square | 26015A448 | 0000000 | ||
| 3 | M20 × 1.5 mm | Metric | Plastic Case | 4 | Square | 26015A449 | 000000 | ||
| 3 | M20 × 2.5 mm | Metric | Plastic Case | 4 | Square | 8305A544 | 000000 | ||
Titanium Nitride (TiN) Coated | |||||||||
| 3 | M20 × 1.5 mm | Metric | Plastic Case | 4 | Square | 26475A265 | 000000 | ||
| 3 | M20 × 2.5 mm | Metric | Plastic Case | 4 | Square | 26475A27 | 000000 | ||
Carbon Steel—Single Thread Size Sets
|
Taper, Plug, and Bottoming Chamfer Set |
The economical choice for occasional hand tapping. These work on most metals and plastic but will dull more quickly than other taps. Sets include one each chamfer type: Taper for starting holes and through holes; plug for through holes and blind holes; and bottoming for cutting the closest to the bottom of any hole.
Taper Chamfer, Plug Chamfer, Bottoming Chamfer | |||||||||
|---|---|---|---|---|---|---|---|---|---|
No. of Pieces | Thread Size | Thread Type | Container Type | No. of Flutes | Shank Type | Each | |||
Uncoated | |||||||||
| 3 | M20 × 2.5 mm | Metric | Plastic Case | 4 | Square | 26015A543 | 0000000 | ||
Carbon Steel—Multiple Thread Size Sets
 |
Plug Chamfer Set |
The economical choice for occasional hand tapping. These work on most metals and plastic but will dull more quickly than other taps. Sets include multiple sizes of plug chamfer taps for through holes and blind holes.
Plug Chamfer | ||||||||
|---|---|---|---|---|---|---|---|---|
No. of Pieces | Thread Size | Thread Type | Container Type | Shank Type | Each | |||
Uncoated | ||||||||
| 113 | 5 each of sizes M3 × 0.50 mm, M3 × 0.60 mm, M4 × 0.70 mm, M4 × 0.75 mm, M5 × 0.80 mm; M12 × 1.25 mm, M12 × 1.50 mm, and M12 × 1.75 mm, 1 each of sizes M14 × 1.25 mm, M14 × 1.50 mm; M5 × 0.90 mm, M6 × 1.00 mm, M6.3 × 1.00 mm, M7 × 1.00 mm, M8 × 1.00 mm, M8 × 1.25 mm; M9 × 0.75 mm, M9 × 1.00 mm, M9 × 1.25 mm, M10 × 1.00 mm, M10 × 1.25 mm, M10 × 1.50 mm, M11 × 1.50 mm; M14 × 2.00 mm, M16 × 1.50 mm, M16 × 2.00 mm, M18 × 2.50 mm, M20 × 2.50 mm, and M24 × 3.00 mm | Metric | Plastic Case | Square | 2688A13 | 0000000 | ||
Tap and Die Sets
 |
Use a single set for many sizes of internal and external threads. The taps and dies are for use on most metal and plastic.
Carbon Steel—Carbon steel taps are for thread repair and occasional tapping.
Plug Chamfer—Plug-chamfer taps are a versatile choice for most tapping applications. With 3-5 chamfered cutting threads, they require moderate torque and are often used for start-to-finish tapping of through holes and closed-end holes. However, they do not start threads as easily as taper-chamfer taps. When using them to tap closed-end holes, be sure to leave sufficient space at the bottom for chips to accumulate.
Taper Chamfer—Taper-chamfer taps have 7-10 chamfered threads at the tip for cutting into the workpiece. They require less torque than other chamfer types, making them a good choice for starting threads and tapping through holes. However, a longer taper means that they cannot thread as close to the bottom of closed-end holes.
Hex—Hex-shaped dies are for thread repair and can be used with conventional wrenches.
No. of Pieces | Tap Sizes Included | Tap Chamfer Type | Die Shape | Die Sizes Included | Wd. | Container Type | Includes | Each | |||
|---|---|---|---|---|---|---|---|---|---|---|---|
Carbon Steel Taps and Dies | |||||||||||
Right-Hand Thread | |||||||||||
| 25 | M14 × 1.25 mm, M14 × 1.50 mm, M14 × 2.00 mm, M16 × 1.50 mm, M16 × 2.00 mm, M18 × 1.50 mm, M18 × 2.50 mm, M20 × 2.50 mm, M22 × 1.50 mm, M24 × 2.00 mm, M24 × 3.00 mm | Plug | Hex | M14 × 1.25 mm, M14 × 1.50 mm, M14 × 2.00 mm, M16 × 1.50 mm, M16 × 2.00 mm, M18 × 1.50 mm, M18 × 2.50 mm, M20 × 2.50 mm, M22 × 1.50 mm, M24 × 2.00 mm, M24 × 3.00 mm | 1 7/16", 1 13/16" | Plastic Case | Die Wrench (2), Tap Wrench | 26025A42 | 0000000 | ||
| 65 | 1/8"-28, M3 × 0.50 mm, M4 × 0.70 mm, M4 × 0.75 mm, M5 × 0.80 mm, M5 × 0.90 mm, M6 × 1.00 mm, M7 × 1.00 mm, M8 × 1.00 mm, M8 × 1.25 mm, M9 × 1.00 mm, M9 × 1.25 mm, M10 × 1.25 mm, M10 × 1.50 mm, M11 × 1.50 mm, M12 × 1.50 mm, M12 × 1.75 mm, M14 × 1.25 mm, M14 × 1.50 mm, M14 × 2.00 mm, M16 × 1.50 mm, M16 × 2.00 mm, M18 × 1.50 mm, M18 × 2.50 mm, M20 × 2.50 mm, M22 × 1.50 mm, M24 × 2.00 mm, M24 × 3.00 mm | Plug, Taper | Hex | 1/8"-28, M3 × 0.50 mm, M4 × 0.70 mm, M4 × 0.75 mm, M5 × 0.80 mm, M5 × 0.90 mm, M6 × 1.00 mm, M7 × 1.00 mm, M8 × 1.00 mm, M8 × 1.25 mm, M9 × 1.00 mm, M9 × 1.25 mm, M10 × 1.25 mm, M10 × 1.50 mm, M11 × 1.50 mm, M12 × 1.50 mm, M12 × 1.75 mm, M14 × 1.25 mm, M14 × 1.50 mm, M14 × 2.00 mm, M16 × 1.50 mm, M16 × 2.00 mm, M18 × 1.50 mm, M18 × 2.50 mm, M20 × 2.50 mm, M22 × 1.50 mm, M24 × 2.00 mm, M24 × 3.00 mm | 5/8", 1", 1 3/16", 1 7/16", 1 13/16" | Plastic Case | Die Wrench (4), Tap Wrench (4), Thread Gauge | 2726A68 | 000000 | ||
Chip-Clearing Taps
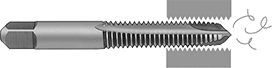 |
Spiral-Point Flute for Through Holes |
Drill Bit | Spiral-Point Flute for Through Holes | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
Thread Size | Thread Lg. | Overall Lg. | Thread Type | Size | Decimal Size Equiv. | Shank Type | Chamfer Type | No. of Flutes | Each | |||
High-Speed Steel | ||||||||||||
Uncoated | ||||||||||||
| M20 × 1.5 mm | 1.22" | 4.47" | Metric | 47/64" | 0.7344" | Square | Plug | 3 | 2523A93 | 0000000 | ||
| M20 × 2.5 mm | 2" | 4 15/32" | Metric | 17.5 mm | 0.689" | Square | Plug | 3 | 8302A25 | 00000 | ||
Titanium Nitride (TiN) Coated | ||||||||||||
| M20 × 2.5 mm | 2" | 4 15/32" | Metric | 17.5 mm | 0.689" | Square | Plug | 3 | 2703A82 | 000000 | ||
Titanium Carbon Nitride (TiCN) Coated | ||||||||||||
| M20 × 2.5 mm | 2" | 4 15/32" | Metric | 17.5 mm | 0.689" | Square | Plug | 3 | 2605A32 | 000000 | ||
Tap Extractor Sets for Screw Thread Taps
 |
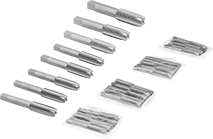
To extract taps of different sizes, these sets include multiple extractors. Fingers on the extractor grip the flutes on a broken tap. Use with a tap wrench to remove taps with straight flutes from the workpiece.
No. of Pieces | For Three-Flute Tap Size | For Four-Flute Tap Size | Material | Container Type | For Number of Tap Flutes | Each | ||
|---|---|---|---|---|---|---|---|---|
| 11 | No. 5, No. 6, 1/8", M3, M3.5 | No. 8, No. 10, No. 12, No. 14, 3/16", 7/32", 1/4", 9/32", 5/16", 11/32", 3/8", 7/16", 15/32", 1/2", 9/16", 5/8", 11/16", 3/4", 13/16", 7/8", 15/16", 1", M4, M4.5, M5, M5.5, M6, M6.3, M7, M8, M9, M10, M11, M12, M12.5, M14, M16, M18, M19, M20, M22, M24, M25 | Steel | Plastic Case | 3, 4 | 2561A424 | 0000000 | |
| 13 | No. 4, No. 5, No. 6, 1/8", M3, M3.5 | No. 8, No. 10, No. 12, No. 14, 3/16", 7/32", 1/4", 9/32", 5/16", 11/32", 3/8", 7/16", 15/32", 1/2", 9/16", 5/8", 11/16", 3/4", M4, M4.5, M5, M5.5, M6, M6.3, M7, M8, M9, M10, M11, M12, M12.5, M14, M16, M18, M19, M20 | Steel | Plastic Case | 3, 4 | 2561A425 | 000000 | |
| 15 | No. 4, No. 5, No. 6, 1/8", M3, M3.5 | No. 8, No. 10, No. 12, No. 14, 3/16", 7/32", 1/4", 9/32", 5/16", 11/32", 3/8", 7/16", 15/32", 1/2", 9/16", 5/8", 11/16", 3/4", 13/16", 7/8", 15/16", 1", M2, M4, M4.5, M5, M5.5, M6, M6.3, M7, M8, M9, M10, M11, M12, M12.5, M14, M16, M18, M19, M20, M22, M24, M25 | Steel | Plastic Case | 3, 4 | 2561A426 | 000000 |
Trapezoidal Thread Taps
Drill Bit | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
Thread Size | Thread Lg. | Overall Lg. | Thread Type | No. of Flutes | Size, mm | Decimal Size Equiv. | Shank Type | Each | |||
High-Speed Steel | |||||||||||
Uncoated | |||||||||||
| M20 × 4 mm | 4.33" | 8 3/4" | Metric Trapezoidal | 4 | 16 | 0.6299" | Square | 3200N16 | 0000000 | ||
Left-Hand Thread Taps
Taps | Taps Sold as Sets | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Drill Bit | Taper Chamfer | Plug Chamfer | Bottoming Chamfer | |||||||||||||||
Thread Size | Thread Lg. | Overall Lg. | Thread Type | No. of Flutes | Size | Decimal Size Equiv. | Shank Type | Each | Each | Each | No. of Taps | Each | ||||||
High-Speed Steel | ||||||||||||||||||
Uncoated | ||||||||||||||||||
| M20 × 1.5 mm | 2" | 4 15/32" | Metric | 4 | 47/64" | 0.7344" | Square | 26565A231 | 000000 | 26565A431 | 000000 | 26565A631 | 000000 | 3 | 26565A831 | 0000000 | ||
| M20 × 2 mm | 2" | 4 15/32" | Metric | 4 | 18 mm | 0.7087" | Square | 26565A232 | 00000 | 26565A432 | 00000 | 26565A632 | 00000 | 3 | 26565A832 | 000000 | ||
| M20 × 2.5 mm | 2" | 4 15/32" | Metric | 4 | 17.5 mm | 0.689" | Square | 26565A24 | 00000 | 26565A44 | 00000 | 26565A64 | 00000 | 3 | 26565A84 | 000000 | ||
Chip-Clearing Taps for Steel and Stainless Steel
 |
Spiral-Point Flute for Through Holes |
Drill Bit | Spiral-Point Flute for Through Holes | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
Thread Size | Thread Lg. | Overall Lg. | Thread Type | Size, mm | Decimal Size Equiv. | Shank Type | Chamfer Type | No. of Flutes | Each | |||
High-Speed Steel | ||||||||||||
Black Oxide | ||||||||||||
| M20 × 1.5 mm | 1 7/32" | 4 15/32" | Metric | 18.5 | 0.7283" | Square | Plug | 3 | 2671A11 | 0000000 | ||
| M20 × 2.5 mm | 1 7/32" | 4 15/32" | Metric | 17.5 | 0.689" | Square | Plug | 3 | 2671A12 | 000000 | ||
Long-Reach Taps
Left-Hand Thread Tap Sets

2-in-1 Taps
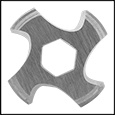 | |
End View |
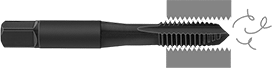
Start threading a hole with one end of these taps and finish it with the other. The taper-chamfer end gradually engages with the material, reducing the force needed to turn the tool. Flip to the bottoming-chamfer end, which has a shorter tapered section, to thread all the way to bottom of holes. No special holder needed—turn these taps with an open-end wrench, or drive from either end using an L-key or ratchet wrench. Taps have straight flutes that are good for most jobs.
High-Speed Steel—The most versatile taps resist heat and wear to stay sharp. They’re good for most metals and plastic.
Drill Bit | Taper Chamfer, Bottoming Chamfer | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
Thread Size | Thread Lg. | Overall Lg. | Thread Type | For Wrench Size, mm | No. of Flutes | Size | Decimal Size Equiv. | For Hex Drive Size, mm | Each | |||
High-Speed Steel | ||||||||||||
Uncoated | ||||||||||||
| M20 × 1.5 mm | 15/16" | 3 9/64" | Metric | 15 | 4 | 47/64" | 0.7283" | 6 | 2910N21 | 000000 | ||
| M20 × 2.5 mm | 15/16" | 3 9/64" | Metric | 13 | 4 | 11/16" | 0.689" | 6 | 2910N14 | 00000 | ||
Helical Insert Taps
Drill Bit | Plug Chamfer | Bottoming Chamfer | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
For Insert Size | Thread Lg. | Overall Lg. | For Insert Thread Type | No. of Flutes | Size | Decimal Size Equiv. | Shank Type | Each | Each | ||||
High-Speed Steel | |||||||||||||
Uncoated | |||||||||||||
| M20 | 2 7/32" | 4 11/16" | Metric | 4 | 13/16" | 0.8125" | Square | 92450A311 | 0000000 | 92450A623 | 0000000 | ||
| M20 | 2 7/32" | 4 29/32" | Metric | 4 | 13/16" | 0.8125" | Square | 91709A375 | 000000 | 91709A572 | 000000 | ||
Pipe and Conduit Taps
Metric Thread%20--%3e%3csvg%20version='1.1'%20id='Layer_1'%20xmlns='http://www.w3.org/2000/svg'%20xmlns:xlink='http://www.w3.org/1999/xlink'%20x='0px'%20y='0px'%20viewBox='0%200%20400%20400'%20style='enable-background:new%200%200%20400%20400;'%20xml:space='preserve'%3e%3cstyle%20type='text/css'%3e%20.st0{fill:%231A70A0;}%20.st1{opacity:0.5;}%20%3c/style%3e%3cg%3e%3cg%3e%3cpath%20class='st0'%20d='M200,56.9c38.35,0,74.4,14.93,101.51,42.05c27.11,27.11,42.05,63.17,42.05,101.51s-14.93,74.4-42.05,101.51%20S238.35,344.02,200,344.02s-74.4-14.93-101.51-42.05c-27.11-27.11-42.05-63.17-42.05-101.51s14.93-74.4,42.05-101.51%20S161.65,56.9,200,56.9%20M200,12.9C96.41,12.9,12.44,96.88,12.44,200.46c0,103.59,83.97,187.56,187.56,187.56%20c103.59,0,187.56-83.97,187.56-187.56C387.56,96.88,303.59,12.9,200,12.9L200,12.9z'/%3e%3c/g%3e%3cg%3e%3cg%20class='st1'%3e%3cpath%20class='st0'%20d='M235.49,152.24h16.15l-27.46,111.87c-1.94,7.8-2.91,12.5-2.91,14.1c0,1.82,0.58,3.29,1.73,4.41%20c1.16,1.12,2.69,1.68,4.61,1.68c5.23,0,11.78-3.85,19.63-11.55l17.22,21.34c-16.95,17.33-34.87,26-53.78,26%20c-8.37,0-15.45-1.47-21.23-4.41c-5.79-2.94-10.44-7.25-13.95-12.92c-3.51-5.67-5.27-11.18-5.27-16.53c0-1.93,0.35-5.24,1.05-9.94%20c1-6.94,2.05-12.54,3.15-16.82l15.22-62.15h-32.69l7.65-30.97C190.89,163.58,214.53,158.88,235.49,152.24z%20M230.44,80.84%20c8.24,0,14.66,2.62,19.26,7.86c4.6,5.24,6.9,11.55,6.9,18.94c0,5.46-1.42,10.7-4.25,15.73c-2.83,5.03-6.88,9.07-12.12,12.12%20c-5.24,3.05-10.33,4.57-15.24,4.57c-4.6,0-9.17-1.23-13.72-3.69c-4.55-2.46-8.02-5.78-10.43-9.95%20c-2.41-4.17-3.61-8.67-3.61-13.48c0-5.35,1.52-10.64,4.57-15.89c3.05-5.24,7.03-9.25,11.96-12.04%20C218.68,82.23,224.24,80.84,230.44,80.84z'/%3e%3c/g%3e%3cg%3e%3cpath%20class='st0'%20d='M214.08,152.24h16.15l-27.46,111.87c-1.94,7.8-2.91,12.5-2.91,14.1c0,1.82,0.58,3.29,1.73,4.41%20c1.16,1.12,2.69,1.68,4.61,1.68c5.23,0,11.78-3.85,19.63-11.55l17.22,21.34c-16.95,17.33-34.87,26-53.78,26%20c-8.37,0-15.45-1.47-21.23-4.41c-5.79-2.94-10.44-7.25-13.95-12.92c-3.51-5.67-5.27-11.18-5.27-16.53c0-1.93,0.35-5.24,1.05-9.94%20c1-6.94,2.05-12.54,3.15-16.82l15.22-62.15h-32.69l7.65-30.97C169.48,163.58,193.11,158.88,214.08,152.24z%20M209.03,80.84%20c8.24,0,14.66,2.62,19.26,7.86c4.6,5.24,6.9,11.55,6.9,18.94c0,5.46-1.42,10.7-4.25,15.73c-2.83,5.03-6.88,9.07-12.12,12.12%20c-5.24,3.05-10.33,4.57-15.24,4.57c-4.6,0-9.17-1.23-13.72-3.69c-4.55-2.46-8.02-5.78-10.43-9.95%20c-2.41-4.17-3.61-8.67-3.61-13.48c0-5.35,1.52-10.64,4.57-15.89c3.05-5.24,7.03-9.25,11.96-12.04%20C197.26,82.23,202.83,80.84,209.03,80.84z'/%3e%3c/g%3e%3c/g%3e%3c/g%3e%3c/svg%3e)
High-Speed Steel—The most versatile taps resist heat and wear to stay sharp. They’re good for most metals and plastic.
Uncoated—The economical choice, these won't last as long as coated taps.
Drill Bit | Bottoming Chamfer | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
Thread Size | Thread Lg. | Overall Lg. | No. of Flutes | Size, mm | Decimal Size Equiv. | Shank Type | Each | |||
High-Speed Steel | ||||||||||
Uncoated | ||||||||||
| M20 × 1.5 mm | 7/8" | 3 3/16" | 4 | 18 | 0.7087" | Square | 1017N117 | 0000000 | ||
Helical Threaded Inserts with Installation Tools
 |
Drill Bit, Installation Tool and Through-Hole Tap |
Quickly restore stripped threads—these inserts come with through-hole taps and installation tools. The tough coils on these inserts expand once installed to anchor in a tapped hole.
Pronged—The prong attaches to an installation tool for precise control as you drive inserts in. Remove the prong with a punch or break-off tool before inserting a screw.
18-8 Stainless Steel—The choice for wet and outdoor environments, these inserts resist rust and mild chemicals.
Thread Size | Installed Lg., mm | Drill Bit Size | For Max. Hole Dia. | No. of Inserts Included | Includes | Each | |||
|---|---|---|---|---|---|---|---|---|---|
Pronged | |||||||||
18-8 Stainless Steel | |||||||||
| M20 x 2.5 mm | 30 | 13/16" | 0.813" | 4 | Drill Bit Installation Tool Through-Hole Tap | 91732A075 | 0000000 | ||
Tap Extractors for Screw Thread Taps
Fingers on the extractor grip the flutes on a broken tap. Use with a tap wrench to remove taps with straight flutes from the workpiece without damaging the surrounding threads.
Impact Wrench Tap Sets
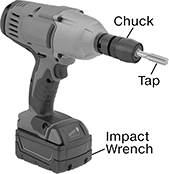 |  |
Tap holes with a range of thread sizes 15 times faster than by hand. Made with an oversized shank and hardened high-speed steel, the taps in these sets are built to handle the high torque of impact wrenches to cut material quickly. Your wrench’s rapid hammering keeps these taps moving forward for smooth, continuous cutting. Those rapid blows also help break and clear chips as you cut, so you don’t need to pause and reverse, even in large holes and tough materials. This also means the tap is less likely to jam on chips and snap.
You’ll need a VersaDrive chuck (sold separately) to install these taps into your impact wrench. You can also get chucks for impact drivers (sold separately).
Hardened High-Speed Steel—Multiple Tap Thread Sizes
Shank | Taper Chamfer | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
No. of Pieces | Thread Size | Thread Type | Container Type | No. of Flutes | Type | Size | Each | |||
Titanium Nitride (TiN) Coated | ||||||||||
| 4 | M12 × 1.75 mm, M16 × 2 mm, M20 × 2.5 mm, M24 × 3 mm | Metric | Foam Tray | 4 | VersaDrive Hex | 7/16" | 9617N13 | 0000000 | ||
 |
Quick-Change |
 |
Strong-Hold |
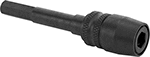
These chucks mount directly onto the square drive of your impact wrench. They work with any tool with a VersaDrive hex shank, so you don’t need to swap chucks to use drill bits, reamers, and other tools.
Quick-Change Pull-Back Tool Release—Require just one hand to load. Push your tool in the chuck until you hear the ball detents click into place. To remove your tool, pull back the collar.
Strong-Hold Push-Forward Tool Release—Hold cutting tools more securely than quick-change chucks. To insert and remove cutting tools, you must push a collar forward. Since impact force drives your cutting tool the opposite way, it can’t come loose from the chuck while you work.
Manganese Phosphate-Coated Steel—The coating on these chucks prevents rust.
For Shank | |||||||||
|---|---|---|---|---|---|---|---|---|---|
For Square Drive Size | Type | Size | Overall Lg. | Material | Includes | Each | |||
Quick-Change Pull-Back Tool Release | |||||||||
| 1/2" | VersaDrive Hex | 7/16" | 2 5/32" | Black-Oxide Steel | Retaining Ring, Retention Pin | 9589N112 | 000000 | ||
Strong-Hold Push-Forward Tool Release | |||||||||
| 3/8" | VersaDrive Hex | 7/16" | 2" | Manganese Phosphate-Coated Steel | Retaining Ring, Retention Pin | 9589N111 | 000000 | ||
| 1/2" | VersaDrive Hex | 7/16" | 2 5/32" | Manganese Phosphate-Coated Steel | Retaining Ring, Retention Pin | 9589N113 | 000000 | ||
| 3/4" | VersaDrive Hex | 7/16" | 2 3/8" | Manganese Phosphate-Coated Steel | Retaining Ring, Retention Pin | 9589N114 | 000000 | ||
 |
Extend your cutting tool’s reach. These extensions attach to your chuck and accept any tool with a VersaDrive hex shank.
Impact Wrench Taps
|
Thread holes 15 times faster than by hand. Made with an oversized shank and hardened high-speed steel, these taps are built to handle the high torque of impact wrenches to cut material quickly. Your wrench’s rapid hammering keeps these taps moving forward for smooth, continuous cutting. Those rapid blows also help break and clear chips as you cut, so you don’t need to pause and reverse, even in large holes and tough materials. This also means the tap is less likely to jam on chips and snap.
You’ll need a VersaDrive chuck (sold separately) to install these taps into your impact wrench. You can also get chucks for impact drivers (sold separately).
Titanium Nitride (TiN) Coated—Run at higher speeds and last twice as long as uncoated taps.
Taper Chamfer—Good for both starting holes and threading through holes. These taps have the longest taper to gradually engage with the material, reducing the force needed to turn them. They can't reach the bottom of blind holes, however, so you will likely need to finish with a bottoming-chamfer tap.
Drill Bit | Shank | Taper Chamfer | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
Thread Size | Thread Lg. | Overall Lg. | Thread Type | No. of Flutes | Size, mm | Decimal Size Equiv. | Type | Size | Each | |||
Hardened High-Speed Steel | ||||||||||||
Titanium Nitride (TiN) Coated | ||||||||||||
| M20 × 2.5 mm | 1 7/16" | 3 15/16" | Metric | 4 | 17.5 | 0.6890" | VersaDrive Hex | 7/16" | 9618N28 | 0000000 | ||
|
Quick-Change |
|
Strong-Hold |
These chucks mount directly onto the square drive of your impact wrench. They work with any tool with a VersaDrive hex shank, so you don’t need to swap chucks to use drill bits, reamers, and other tools.
Quick-Change Pull-Back Tool Release—Require just one hand to load. Push your tool in the chuck until you hear the ball detents click into place. To remove your tool, pull back the collar.
Strong-Hold Push-Forward Tool Release—Hold cutting tools more securely than quick-change chucks. To insert and remove cutting tools, you must push a collar forward. Since impact force drives your cutting tool the opposite way, it can’t come loose from the chuck while you work.
Manganese Phosphate-Coated Steel—The coating on these chucks prevents rust.
For Shank | |||||||||
|---|---|---|---|---|---|---|---|---|---|
For Square Drive Size | Type | Size | Overall Lg. | Material | Includes | Each | |||
Quick-Change Pull-Back Tool Release | |||||||||
| 1/2" | VersaDrive Hex | 7/16" | 2 5/32" | Black-Oxide Steel | Retaining Ring, Retention Pin | 9589N112 | 000000 | ||
Strong-Hold Push-Forward Tool Release | |||||||||
| 3/8" | VersaDrive Hex | 7/16" | 2" | Manganese Phosphate-Coated Steel | Retaining Ring, Retention Pin | 9589N111 | 000000 | ||
| 1/2" | VersaDrive Hex | 7/16" | 2 5/32" | Manganese Phosphate-Coated Steel | Retaining Ring, Retention Pin | 9589N113 | 000000 | ||
| 3/4" | VersaDrive Hex | 7/16" | 2 3/8" | Manganese Phosphate-Coated Steel | Retaining Ring, Retention Pin | 9589N114 | 000000 | ||
|
Extend your cutting tool’s reach. These extensions attach to your chuck and accept any tool with a VersaDrive hex shank.
