


































Carbide Inserts for Multiple Materials
Choose these premium carbide inserts to turn a variety of materials without changing out your tool. They’re made of higher-quality carbide than economy inserts, so they last longer and create a smoother finish. Install them into a matching holder. For the best performance, choose an insert designed for the material of your workpiece.
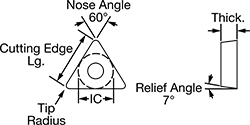
Inserts with a larger nose angle and tip radius remove more material with each pass, but they cut less precisely than smaller inserts. Select the insert with the largest nose angle and tip radius that will turn your workpiece to the shape you want.
Inserts for semi-interrupted cutting conditions are used to machine imperfectly round workpieces, such as shafts with a keyway. They’re the most common type of insert. Inserts for interrupted cutting conditions are best for workpieces that will come in and out of contact with the insert, such as hex bars.
Positive-rake inserts stick out in front of the holder to reach tight spaces on the workpiece. However, they only have cutting edges on one side.
Roughing inserts are used for removing material quickly when surface finish isn’t a concern. Medium inserts remove a moderate amount of material for a semi-smooth surface finish. Use finishing inserts at the end of your turning process to remove minimal material for a smooth surface finish.
Inserts with a titanium aluminum nitride (TiAlN) coating dissipate heat well, especially at high speeds. The coating reacts to high temperatures by forming a layer of aluminum oxide. This layer transfers heat to the chips, so the tool stays cool even without lubrication. Titanium nitride (TiN) coated inserts create less friction than uncoated inserts, so they last longer when run at similar speeds. Uncoated inserts are sharper than coated inserts, so they leave a better finish on softer metals, such as aluminum. They’re good for general purpose cutting and short production runs.
Inserts with chip breakers prevent long chips from forming, so they won’t block the flow of coolant or damage your tool.
Inserts sold in packs come factory sealed from the manufacturer for maximum traceability. Inserts sold individually come packed in a clear plastic case to protect cutting edges during shipment.

Each | Package | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Insert Code | Inscribed Circle Dia. (IC) | Tip Radius | Thick. | Cutting Edge Lg. | Rake Type | For Cutting Operation | Finish | Features | Each | Pkg. Qty. | Pkg. | ||
For Use On Aluminum, Brass, Bronze, Cast Iron, Copper, Nickel, Plastic, Stainless Steel, Steel, Titanium | |||||||||||||
For Semi-Interrupted Cutting Conditions | |||||||||||||
| TCMT-21.50.5 | 1/4" | 0.008" | 3/32" | 0.41" | Positive | Finishing | Titanium Aluminum Nitride (TiAlN) Coated | Chip Breakers | 3244A195 | 000000 | 10 | 3244A29 | 0000000 |
| TCMT-21.51 | 1/4" | 1/64" | 3/32" | 0.41" | Positive | Finishing | Titanium Aluminum Nitride (TiAlN) Coated | Chip Breakers | 3244A889 | 00000 | 10 | 3244A961 | 000000 |
| TCMT-21.52 | 1/4" | 1/32" | 3/32" | 0.39" | Positive | Medium | Titanium Nitride (TiN) Coated | Chip Breakers | 3244A891 | 00000 | 10 | 3244A963 | 000000 |
| TCMT-32.51 | 3/8" | 1/64" | 5/32" | 0.63" | Positive | Finishing | Titanium Aluminum Nitride (TiAlN) Coated | Chip Breakers | 3244A849 | 00000 | 10 | 3244A936 | 000000 |
For Interrupted Cutting Conditions | |||||||||||||
| TCMT-21.50.5 | 1/4" | 0.008" | 3/32" | 0.41" | Positive | Finishing | Uncoated | Chip Breakers | 3244A196 | 00000 | 10 | 3244A3 | 000000 |
| TCMT-21.51 | 1/4" | 1/64" | 3/32" | 0.41" | Positive | Medium | Uncoated | Chip Breakers | 3244A841 | 00000 | 10 | 3244A932 | 000000 |
For Use On Aluminum, Brass, Bronze, Copper, Nickel, Plastic, Steel, Titanium | |||||||||||||
For Interrupted Cutting Conditions | |||||||||||||
| TCMT-21.51 | 1/4" | 1/64" | 3/32" | 0.41" | Positive | Roughing | Uncoated | Chip Breakers | 3867N152 | 00000 | 10 | 3867N443 | 000000 |
For Use On Brass, Bronze, Copper, Nickel, Plastic, Stainless Steel, Steel, Titanium | |||||||||||||
For Semi-Interrupted Cutting Conditions | |||||||||||||
| TCMT-32.51 | 3/8" | 1/64" | 5/32" | 0.63" | Positive | Medium | Titanium Aluminum Nitride (TiAlN) Coated | Chip Breakers | 3867N153 | 00000 | 10 | 3867N447 | 000000 |
| TCMT-32.52 | 3/8" | 1/32" | 5/32" | 0.62" | Positive | Medium | Titanium Aluminum Nitride (TiAlN) Coated | Chip Breakers | 3867N154 | 00000 | 10 | 3867N454 | 000000 |
Economy Carbide Inserts
Install these carbide inserts into a matching holder. When a cutting edge becomes dull, rotate the insert in the holder to use a sharp edge. Larger nose angles and larger tip radii provide a stronger cutting edge but result in increased vibration and a rougher finish.
Positive-rake inserts have an edge that is less than 90° to sit flat in the holder for improved cutting clearance and a better finish than negative-rake inserts. They have cutting edges on one side.
Coated inserts last longer and can be run at faster speeds than uncoated inserts.
Inserts sold individually come packed in a clear plastic case to protect cutting edges during shipment. Inserts sold in packs come factory sealed from the manufacturer for maximum traceability.
| Insert Code | For Holder Code | Finish | Inscribed Circle Dia. (IC) | Thick. | Cutting Edge Lg. | Tip Radius | Rake Type | For Cutting Operation | Each | |
For Use On Aluminum, Brass, Bronze | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| TCMT-21.51 | STAC, STEC, STNC, STUC | Uncoated | 1/4" | 3/32" | 0.4" | 1/64" | Positive | Medium | 1691N59 | 00000 |
| TCMT-21.52 | STAC, STEC, STNC, STUC | Uncoated | 1/4" | 3/32" | 0.38" | 1/32" | Positive | Medium | 1691N62 | 0000 |
| TCMT-32.51 | STAC, STEC, STNC, STUC | Uncoated | 3/8" | 5/32" | 0.62" | 1/64" | Positive | Medium | 1691N64 | 0000 |
| TCMT-32.52 | STAC, STEC, STNC, STUC | Uncoated | 3/8" | 5/32" | 0.59" | 1/32" | Positive | Medium | 1691N66 | 0000 |
For Use On Steel, Stainless Steel | ||||||||||
| TCMT-21.51 | STAC, STEC, STNC, STUC | Titanium Nitride (TiN) Coated | 1/4" | 3/32" | 0.4" | 1/64" | Positive | Medium | 1691N61 | 0000 |
| TCMT-21.52 | STAC, STEC, STNC, STUC | Titanium Nitride (TiN) Coated | 1/4" | 3/32" | 0.38" | 1/32" | Positive | Medium | 1691N63 | 0000 |
| TCMT-32.51 | STAC, STEC, STNC, STUC | Titanium Nitride (TiN) Coated | 3/8" | 5/32" | 0.62" | 1/64" | Positive | Medium | 1691N65 | 00000 |
| TCMT-32.52 | STAC, STEC, STNC, STUC | Titanium Nitride (TiN) Coated | 3/8" | 5/32" | 0.59" | 1/32" | Positive | Medium | 1691N67 | 00000 |
| Insert Code | For Holder Code | Finish | Inscribed Circle Dia. (IC) | Thick. | Cutting Edge Lg. | Tip Radius | Rake Type | For Cutting Operation | Pkg. Qty. | Pkg. | |
For Use On Aluminum, Brass, Bronze | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| TCMT-21.51 | STAC, STEC, STNC, STUC | Uncoated | 1/4" | 3/32" | 0.4" | 1/64" | Positive | Medium | 10 | 1691N601 | 000000 |
| TCMT-21.52 | STAC, STEC, STNC, STUC | Uncoated | 1/4" | 3/32" | 0.38" | 1/32" | Positive | Medium | 10 | 1691N604 | 00000 |
| TCMT-32.51 | STAC, STEC, STNC, STUC | Uncoated | 3/8" | 5/32" | 0.62" | 1/64" | Positive | Medium | 10 | 1691N638 | 00000 |
| TCMT-32.52 | STAC, STEC, STNC, STUC | Uncoated | 3/8" | 5/32" | 0.59" | 1/32" | Positive | Medium | 10 | 1691N654 | 00000 |
For Use On Steel, Stainless Steel | |||||||||||
| TCMT-21.52 | STAC, STEC, STNC, STUC | Titanium Nitride (TiN) Coated | 1/4" | 3/32" | 0.38" | 1/32" | Positive | Medium | 10 | 1691N624 | 00000 |
| TCMT-32.51 | STAC, STEC, STNC, STUC | Titanium Nitride (TiN) Coated | 3/8" | 5/32" | 0.62" | 1/64" | Positive | Medium | 10 | 1691N652 | 00000 |
| TCMT-32.52 | STAC, STEC, STNC, STUC | Titanium Nitride (TiN) Coated | 3/8" | 5/32" | 0.59" | 1/32" | Positive | Medium | 10 | 1691N673 | 00000 |
Carbide Inserts for Steel
Optimized for use on steel, these inserts can run at higher cutting speeds and will last longer than inserts for multiple materials. Install inserts into a matching holder.
Inserts with a larger nose angle and tip radius remove more material with each pass but cut less precisely than smaller inserts. Select the insert with the largest nose angle and tip radius that will turn your workpiece to the desired shape.
Positive-rake inserts stick out in front of the holder to reach tight spaces on the workpiece. However, they only have cutting edges on one side.
After choosing nose angle and rake type, consider roughing inserts for removing material quickly when surface finish isn’t a concern. Medium inserts remove a moderate amount of material for a semi-smooth surface finish. Use finishing inserts at the end of your turning process to remove minimal material for a smooth surface finish.
Inserts for semi-interrupted cutting conditions are the most commonly used, often to machine imperfectly round workpieces, such as shafts with a keyway.
Inserts sold individually come packed in a clear plastic case to protect cutting edges during shipment. Inserts sold in packs come factory sealed from the manufacturer for maximum traceability.
| Insert Code | Inscribed Circle Dia. (IC) | Tip Radius | Thick. | Cutting Edge Lg. | Rake Type | For Cutting Operation | Finish | Each | |
For Semi-Interrupted Cutting Conditions | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| TCMT-21.50.5 | 1/4" | 0.008" | 3/32" | 0.41" | Positive | Finishing | Titanium Nitride (TiN) Coated | 3244A972 | 000000 |
| TCMT-21.51 | 1/4" | 1/64" | 3/32" | 0.41" | Positive | Finishing | Titanium Nitride (TiN) Coated | 6110N162 | 00000 |
| TCMT-21.51 | 1/4" | 1/64" | 3/32" | 0.41" | Positive | Medium | Titanium Nitride (TiN) Coated | 6110N166 | 00000 |
| TCMT-21.51 | 1/4" | 1/64" | 3/32" | 0.41" | Positive | Roughing | Titanium Nitride (TiN) Coated | 6110N169 | 00000 |
| TCMT-21.52 | 1/4" | 1/32" | 3/32" | 0.39" | Positive | Finishing | Titanium Nitride (TiN) Coated | 6110N163 | 00000 |
| TCMT-21.52 | 1/4" | 1/32" | 3/32" | 0.39" | Positive | Medium | Titanium Nitride (TiN) Coated | 6110N167 | 00000 |
| TCMT-21.52 | 1/4" | 1/32" | 3/32" | 0.39" | Positive | Roughing | Titanium Nitride (TiN) Coated | 6110N171 | 00000 |
| TCMT-32.51 | 3/8" | 1/64" | 5/32" | 0.63" | Positive | Finishing | Titanium Nitride (TiN) Coated | 6110N164 | 00000 |
| TCMT-32.51 | 3/8" | 1/64" | 5/32" | 0.63" | Positive | Medium | Titanium Nitride (TiN) Coated | 6110N168 | 00000 |
| TCMT-32.51 | 3/8" | 1/64" | 5/32" | 0.63" | Positive | Roughing | Titanium Nitride (TiN) Coated | 6110N172 | 00000 |
| TCMT-32.52 | 3/8" | 1/32" | 5/32" | 0.62" | Positive | Finishing | Titanium Nitride (TiN) Coated | 6110N165 | 00000 |
| TCMT-32.52 | 3/8" | 1/32" | 5/32" | 0.62" | Positive | Medium | Titanium Nitride (TiN) Coated | 3244A931 | 00000 |
| TCMT-32.52 | 3/8" | 1/32" | 5/32" | 0.62" | Positive | Roughing | Titanium Nitride (TiN) Coated | 6110N173 | 00000 |
| Insert Code | Inscribed Circle Dia. (IC) | Tip Radius | Thick. | Cutting Edge Lg. | Rake Type | For Cutting Operation | Finish | Pkg. Qty. | Pkg. | |
For Semi-Interrupted Cutting Conditions | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| TCMT-21.50.5 | 1/4" | 0.008" | 3/32" | 0.41" | Positive | Finishing | Titanium Nitride (TiN) Coated | 10 | 3244A984 | 0000000 |
| TCMT-21.51 | 1/4" | 1/64" | 3/32" | 0.41" | Positive | Finishing | Titanium Nitride (TiN) Coated | 10 | 6110N575 | 000000 |
| TCMT-21.51 | 1/4" | 1/64" | 3/32" | 0.41" | Positive | Medium | Titanium Nitride (TiN) Coated | 10 | 6110N616 | 000000 |
| TCMT-21.51 | 1/4" | 1/64" | 3/32" | 0.41" | Positive | Roughing | Titanium Nitride (TiN) Coated | 10 | 6110N631 | 000000 |
| TCMT-21.52 | 1/4" | 1/32" | 3/32" | 0.39" | Positive | Finishing | Titanium Nitride (TiN) Coated | 10 | 6110N604 | 000000 |
| TCMT-21.52 | 1/4" | 1/32" | 3/32" | 0.39" | Positive | Medium | Titanium Nitride (TiN) Coated | 10 | 6110N62 | 000000 |
| TCMT-21.52 | 1/4" | 1/32" | 3/32" | 0.39" | Positive | Roughing | Titanium Nitride (TiN) Coated | 10 | 6110N637 | 000000 |
| TCMT-32.51 | 3/8" | 1/64" | 5/32" | 0.63" | Positive | Finishing | Titanium Nitride (TiN) Coated | 10 | 6110N611 | 000000 |
| TCMT-32.51 | 3/8" | 1/64" | 5/32" | 0.63" | Positive | Medium | Titanium Nitride (TiN) Coated | 10 | 6110N627 | 000000 |
| TCMT-32.51 | 3/8" | 1/64" | 5/32" | 0.63" | Positive | Roughing | Titanium Nitride (TiN) Coated | 10 | 6110N639 | 000000 |
| TCMT-32.52 | 3/8" | 1/32" | 5/32" | 0.62" | Positive | Finishing | Titanium Nitride (TiN) Coated | 10 | 6110N612 | 000000 |
| TCMT-32.52 | 3/8" | 1/32" | 5/32" | 0.62" | Positive | Medium | Titanium Nitride (TiN) Coated | 10 | 3244A976 | 000000 |
| TCMT-32.52 | 3/8" | 1/32" | 5/32" | 0.62" | Positive | Roughing | Titanium Nitride (TiN) Coated | 10 | 6110N644 | 000000 |
Carbide Inserts for Stainless Steel
Heat resistant and shaped for turning stainless steel specifically, they’ll last longer than inserts for multiple materials. Install inserts into a matching holder.
Inserts with a larger nose angle and tip radius remove more material with each pass but cut less precisely than smaller inserts. Select the insert with the largest nose angle and tip radius that will turn your workpiece to the desired shape.
Positive-rake inserts stick out in front of the holder to reach tight spaces on the workpiece. However, they only have cutting edges on one side.
After choosing nose angle and rake type, consider roughing inserts for removing material quickly when surface finish isn’t a concern. Medium inserts remove a moderate amount of material for a semi-smooth surface finish. Use finishing inserts at the end of your turning process to remove minimal material for a smooth surface finish.
Inserts for semi-interrupted cutting conditions are the most commonly used, often to machine imperfectly round workpieces, such as shafts with a keyway.
Inserts sold individually come packed in a clear plastic case to protect cutting edges during shipment. Inserts sold in packs come factory sealed from the manufacturer for maximum traceability.
| Insert Code | Inscribed Circle Dia. (IC) | Tip Radius | Thick. | Cutting Edge Lg. | Rake Type | For Cutting Operation | Finish | Each | |
For Semi-Interrupted Cutting Conditions | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| TCMT-21.51 | 1/4" | 1/64" | 3/32" | 0.41" | Positive | Medium | Titanium Nitride (TiN) Coated | 3244A838 | 000000 |
| TCMT-21.52 | 1/4" | 1/32" | 3/32" | 0.39" | Positive | Medium | Titanium Nitride (TiN) Coated | 3244A843 | 00000 |
| TCMT-21.52 | 1/4" | 1/32" | 3/32" | 0.39" | Positive | Roughing | Titanium Nitride (TiN) Coated | 4016N144 | 00000 |
| TCMT-32.51 | 3/8" | 1/64" | 5/32" | 0.63" | Positive | Finishing | Titanium Nitride (TiN) Coated | 4016N143 | 00000 |
| TCMT-32.51 | 3/8" | 1/64" | 5/32" | 0.63" | Positive | Medium | Titanium Nitride (TiN) Coated | 3244A852 | 00000 |
| TCMT-32.52 | 3/8" | 1/32" | 5/32" | 0.62" | Positive | Medium | Titanium Nitride (TiN) Coated | 3244A857 | 00000 |
| TCMT-32.52 | 3/8" | 1/32" | 5/32" | 0.62" | Positive | Roughing | Titanium Nitride (TiN) Coated | 3244A859 | 00000 |
| Insert Code | Inscribed Circle Dia. (IC) | Tip Radius | Thick. | Cutting Edge Lg. | Rake Type | For Cutting Operation | Finish | Pkg. Qty. | Pkg. | |
For Semi-Interrupted Cutting Conditions | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| TCMT-21.51 | 1/4" | 1/64" | 3/32" | 0.41" | Positive | Medium | Titanium Nitride (TiN) Coated | 10 | 3244A929 | 0000000 |
| TCMT-21.52 | 1/4" | 1/32" | 3/32" | 0.39" | Positive | Medium | Titanium Nitride (TiN) Coated | 10 | 3244A934 | 000000 |
| TCMT-21.52 | 1/4" | 1/32" | 3/32" | 0.39" | Positive | Roughing | Titanium Nitride (TiN) Coated | 10 | 4016N439 | 000000 |
| TCMT-32.51 | 3/8" | 1/64" | 5/32" | 0.63" | Positive | Finishing | Titanium Nitride (TiN) Coated | 10 | 4016N436 | 000000 |
| TCMT-32.51 | 3/8" | 1/64" | 5/32" | 0.63" | Positive | Medium | Titanium Nitride (TiN) Coated | 10 | 3244A938 | 000000 |
| TCMT-32.52 | 3/8" | 1/32" | 5/32" | 0.62" | Positive | Medium | Titanium Nitride (TiN) Coated | 10 | 3244A941 | 000000 |
| TCMT-32.52 | 3/8" | 1/32" | 5/32" | 0.62" | Positive | Roughing | Titanium Nitride (TiN) Coated | 10 | 3244A942 | 000000 |
Turning Carbide Insert Holders
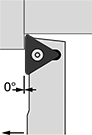
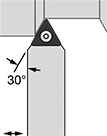
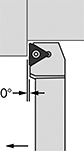
Secure carbide inserts inside these holders for stable turning. They’re also known as indexable insert holders. Select a holder that’s compatible with your insert by matching the insert style and inscribed circle diameter (IC). Right-hand holders move from right to left toward the lathe chuck, left-hand holders move from left to right away from the lathe chuck, and neutral holders can cut in either direction.
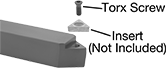
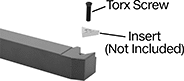
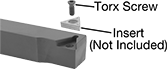
S-code holders secure inserts with a screw for easy indexing. They’re the most commonly used holders with positive-rake inserts.
Holders with an offset shank are good for reaching into tight corners and when working close to the chuck.
Holders | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
For Insert | Shank | Replacement Torx Screws | Torx Keys | |||||||
| Inscribed Circle Dia. (IC) | Thick. | Wd. | Ht. | O'all Lg. | Each | Each | Each | |||
For Along-the-Length Turning, Chamfering, External Profiling, Facing | ||||||||||
Right Hand | ||||||||||
| 1/4" | 3/32" | 1/2" | 1/2" | 3 1/2" | 8924N113 | 000000 | 3288A96 | 00000 | 6959A14 | 00000 |
| 3/8" | 5/32" | 3/4" | 3/4" | 4 1/2" | 3288A457 | 00000 | 3288A97 | 0000 | 6959A21 | 0000 |
| 3/8" | 5/32" | 3/4" | 1" | 6" | 3288A458 | 00000 | 3288A97 | 0000 | 6959A21 | 0000 |
Holders | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
For Insert | Shank | Replacement Torx Screws | Torx Keys | |||||||
| Inscribed Circle Dia. (IC) | Thick. | Wd. | Ht. | O'all Lg. | Each | Each | Each | |||
For Along-the-Length Turning, Chamfering, External Profiling, Facing | ||||||||||
Neutral | ||||||||||
| 1/4" | 3/32" | 1/2" | 1/2" | 3 1/2" | 8924N115 | 000000 | 3288A96 | 00000 | 6959A14 | 00000 |
| 3/8" | 5/32" | 3/4" | 3/4" | 4 1/2" | 3288A655 | 00000 | 3288A97 | 0000 | 6959A21 | 0000 |
| 3/8" | 5/32" | 3/4" | 1" | 6" | 3288A656 | 00000 | 3288A97 | 0000 | 6959A21 | 0000 |
Holders | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
For Insert | Shank | Replacement Torx Screws | Torx Keys | |||||||
| Inscribed Circle Dia. (IC) | Thick. | Wd. | Ht. | O'all Lg. | Each | Each | Each | |||
For Along-the-Length Turning, Chamfering, External Profiling, Facing | ||||||||||
Right Hand | ||||||||||
| 1/4" | 3/32" | 1/2" | 1/2" | 3 1/2" | 8924N114 | 000000 | 3288A96 | 00000 | 6959A14 | 00000 |
| 3/8" | 5/32" | 3/4" | 3/4" | 4 1/2" | 3288A669 | 00000 | 3288A97 | 0000 | 6959A21 | 0000 |
| 3/8" | 5/32" | 3/4" | 1" | 6" | 3288A671 | 00000 | 3288A97 | 0000 | 6959A21 | 0000 |
Cermet Inserts for Steel
Combine the strength and wear resistance of high-performance metals with the heat resistance of ceramic—these cermet inserts cut steel at higher speeds and last longer than standard carbide inserts. Their PVD coating keeps them sharper longer than CVD-coated inserts. This means you can also use them as precision inserts or to cut non-ferrous metals. Install them in a matching holder.
Inserts with a larger nose angle and tip radius remove more material with each pass, but they cut less precisely than smaller inserts. Select the insert with the largest nose angle and tip radius that will turn your workpiece to the shape you want.
Inserts for semi-interrupted cutting conditions are used to machine imperfectly round workpieces, such as shafts with a keyway. They’re the most common type of insert. Positive-rake inserts stick out in front of the holder to reach tight spaces on the workpiece. However, they only have cutting edges on one side.
Use finishing inserts at the end of your turning process to remove minimal material for a smooth surface finish.
Inserts sold individually come packed in a clear plastic case to protect cutting edges during shipment. Inserts sold in packs come factory sealed from the manufacturer for maximum traceability.
| Insert Code | For Holder Code | Inscribed Circle Dia. (IC) | Tip Radius | Thick. | Cutting Edge Lg. | Rake Type | For Cutting Operation | Finish | Each | |
For Semi-Interrupted Cutting Conditions | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| TCMT-21.50.5 | STLC | 1/4" | 0.008" | 3/32" | 0.42" | Positive | Finishing | Titanium Nitride (TiN) Coated | 9566N47 | 000000 |
| TCMT-21.51 | STLC | 1/4" | 1/64" | 3/32" | 0.41" | Positive | Finishing | Titanium Nitride (TiN) Coated | 9566N48 | 00000 |
| TCMT-21.52 | STLC | 1/4" | 1/32" | 3/32" | 0.37" | Positive | Finishing | Titanium Nitride (TiN) Coated | 9566N49 | 00000 |
| TCMT-32.51 | STAC, STEC, STNC | 3/8" | 1/64" | 5/32" | 0.62" | Positive | Finishing | Titanium Nitride (TiN) Coated | 9566N51 | 00000 |
| TCMT-32.52 | STAC, STEC, STNC | 3/8" | 1/32" | 5/32" | 0.59" | Positive | Finishing | Titanium Nitride (TiN) Coated | 9566N52 | 00000 |
| Insert Code | For Holder Code | Inscribed Circle Dia. (IC) | Tip Radius | Thick. | Cutting Edge Lg. | Rake Type | For Cutting Operation | Finish | Pkg. Qty. | Pkg. | |
For Semi-Interrupted Cutting Conditions | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| TCMT-21.50.5 | STLC | 1/4" | 0.008" | 3/32" | 0.42" | Positive | Finishing | Titanium Nitride (TiN) Coated | 10 | 9566N94 | 0000000 |
| TCMT-21.51 | STLC | 1/4" | 1/64" | 3/32" | 0.41" | Positive | Finishing | Titanium Nitride (TiN) Coated | 10 | 9566N95 | 000000 |
| TCMT-21.52 | STLC | 1/4" | 1/32" | 3/32" | 0.37" | Positive | Finishing | Titanium Nitride (TiN) Coated | 10 | 9566N96 | 000000 |
| TCMT-32.51 | STAC, STEC, STNC | 3/8" | 1/64" | 5/32" | 0.62" | Positive | Finishing | Titanium Nitride (TiN) Coated | 10 | 9566N97 | 000000 |
| TCMT-32.52 | STAC, STEC, STNC | 3/8" | 1/32" | 5/32" | 0.59" | Positive | Finishing | Titanium Nitride (TiN) Coated | 10 | 9566N98 | 000000 |
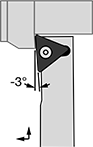
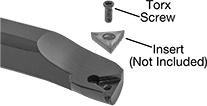
Boring Carbide Insert Holders
Pair these holders with a carbide insert (not included) to enlarge existing holes to precise diameters. They’re made to ANSI standards.
Face your lathe and use the direction the spindle rotates to choose an insert holder. Use right-hand holders when the spindle of your lathe rotates counterclockwise. Use left-hand holders when the spindle rotates clockwise.
Holders | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
For Insert | Replacement Torx Screws | Replacement Torx Keys | |||||||||||
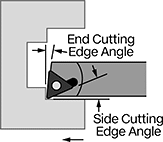
| Shank Dia. | Min. Hole Dia. | Max. Hole Dp. | O'all Lg. | Inscribed Circle Dia. (IC) | Thick. | Material | End Cutting Edge Angle | Each | Each | Each | |||
For Boring | |||||||||||||
Right Hand | |||||||||||||
| 3/8" | 1/2" | 1 1/2" | 5" | 1/4" | 3/32" | Steel | 3° | 3707A11 | 000000 | 1475N41 | 00000 | 6959A12 | 00000 |
| 1/2" | 5/8" | 2" | 6" | 1/4" | 3/32" | Steel | 3° | 3707A12 | 00000 | 1475N41 | 000 | 6959A12 | 0000 |
| 5/8" | 3/4" | 2 1/2" | 8" | 1/4" | 3/32" | Steel | 3° | 3707A13 | 00000 | 1475N41 | 000 | 6959A12 | 0000 |
| 3/4" | 7/8" | 3" | 10" | 3/8" | 5/32" | Steel | 3° | 3707A14 | 00000 | 1475N42 | 000 | 6959A21 | 0000 |
| 1" | 1 1/8" | 4" | 12" | 3/8" | 5/32" | Steel | 3° | 3707A15 | 00000 | 1475N42 | 000 | 6959A21 | 0000 |
Left Hand | |||||||||||||
| 3/8" | 1/2" | 1 1/2" | 5" | 1/4" | 3/32" | Steel | 3° | 3707A16 | 00000 | 1475N41 | 000 | 6959A12 | 0000 |
| 1/2" | 5/8" | 2" | 6" | 1/4" | 3/32" | Steel | 3° | 3707A17 | 00000 | 1475N41 | 000 | 6959A12 | 0000 |
| 5/8" | 3/4" | 2 1/2" | 8" | 1/4" | 3/32" | Steel | 3° | 3707A18 | 00000 | 1475N41 | 000 | 6959A12 | 0000 |
| 3/4" | 7/8" | 3" | 10" | 3/8" | 5/32" | Steel | 3° | 3707A19 | 00000 | 1475N42 | 000 | 6959A21 | 0000 |
| 1" | 1 1/8" | 4" | 12" | 3/8" | 5/32" | Steel | 3° | 3707A21 | 00000 | 1475N42 | 000 | 6959A21 | 0000 |
Quick-Change Boring and Turning Cartridges
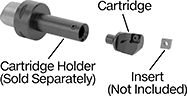


Limit downtime when you’re changing out cutting tools. Rather than removing and replacing an insert while your lathe is stopped, just swap out these cartridges and get right back to work. While one cartridge is in use, you can replace the insert in another, so a fresh cutting tool is always ready to go.
Pair these cartridges with a carbide insert and connect them to your lathe with either a quick-change cartridge holder or boring bar (each sold separately). Cartridge holders mount to quick-change lathe systems, also known as Capto, while boring bars mount with round shank toolholders. All components are coolant-through compatible. They have a hole that delivers coolant from your lathe onto the workpiece to minimize heat.
Use right-hand cartridges when the workpiece is rotating counterclockwise, or toward you. Use left-hand cartridges when the workpiece rotates clockwise, or away from you.
Cutting edge angle is also known as lead angle, entering angle, or KAPR.




Quick-Change Boring and Turning Cartridge Holders
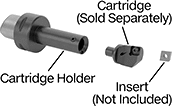
A pyramid-shaped shank makes these holders easier to switch in or out of your lathe than round-shank holders. They meet ISO 26623 for compatibility with quick-change systems. Quick-change systems are also known as Capto or PSC. Since these holders form a rigid connection with lathes, they’re often used for precision turning. Rather than removing and replacing an insert while your lathe is stopped, just swap out the cartridge (sold separately) and get right back to work. While one cartridge is in use, you can replace the insert on another, so a fresh cutting tool is always ready to go. Both holders and cartridges have a hole that passes coolant from your lathe onto the workpiece, minimizing heat. Pair the cartridges with carbide inserts.
Use right-hand cartridges when the workpiece is rotating counterclockwise, or toward you. Use left-hand cartridges when the workpiece rotates clockwise, or away from you.
Cutting edge angle is also known as lead angle, entering angle, or KAPR.








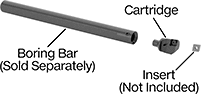
Boring Bars with Quick-Change Connection
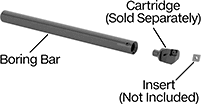
To limit downtime when you’re changing out cutting tools, these boring bars adapt standard lathes for use with quick-change cartridges (sold separately). Rather than removing and replacing an insert while your lathe is stopped, just swap out the cartridges and get right back to work. While one cartridge is in use, you can replace the insert on another, so a fresh cutting tool is always ready to go. Both bars and cartridges have a hole that passes coolant from your lathe onto the workpiece, minimizing heat. Pair the cartridges with carbide inserts.
Use right-hand cartridges when the workpiece is rotating counterclockwise, or toward you. Use left-hand cartridges when the workpiece rotates clockwise, or away from you.
Cutting edge angle is also known as lead angle, entering angle, or KAPR.